
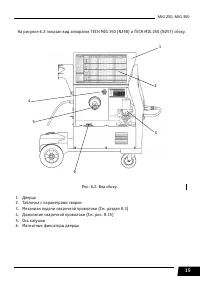
Сварочное оборудование Сварог MIG 250 «TECH» (N257) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.



















































18
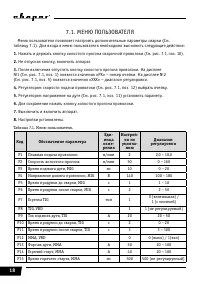
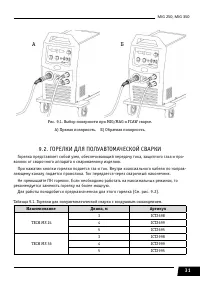
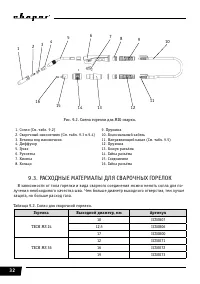
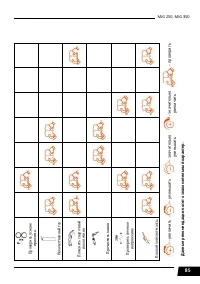
7.1. МЕНЮ ПОЛЬЗОВАТЕЛЯ
Меню пользователя позволяет настроить дополнительные параметры сварки (См.
таблицу 7.1). Для входа в меню пользователя необходимо выполнить следующие действия:
1.
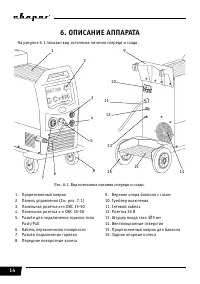
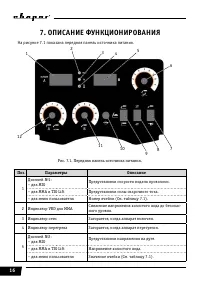
Нажать и держать кнопку холостого прогона сварочной проволоки (См. рис. 7.1, поз. 10).
2.
Не отпуская кнопку, включить аппарат.
3.
После включения отпустить кнопку холостого прогона проволоки. На дисплее
№1 (См. рис. 7.1, поз. 1) появятся значения «РХ» – номер ячейки. На дисплее №2
(См. рис. 7.1, поз. 5) появятся значения «ХХХ» – диапазон регулировки.
4.
Регулятором скорости подачи проволоки (См. рис. 7.1, поз. 12) выбрать ячейку.
5.
Регулятором напряжение на дуге (См. рис. 7.1, поз. 11) установить параметр.
6.
Для сохранения нажать кнопку холостого прогона проволоки.
7.
Выключить и включить аппарат.
8.
Настройки установлены.
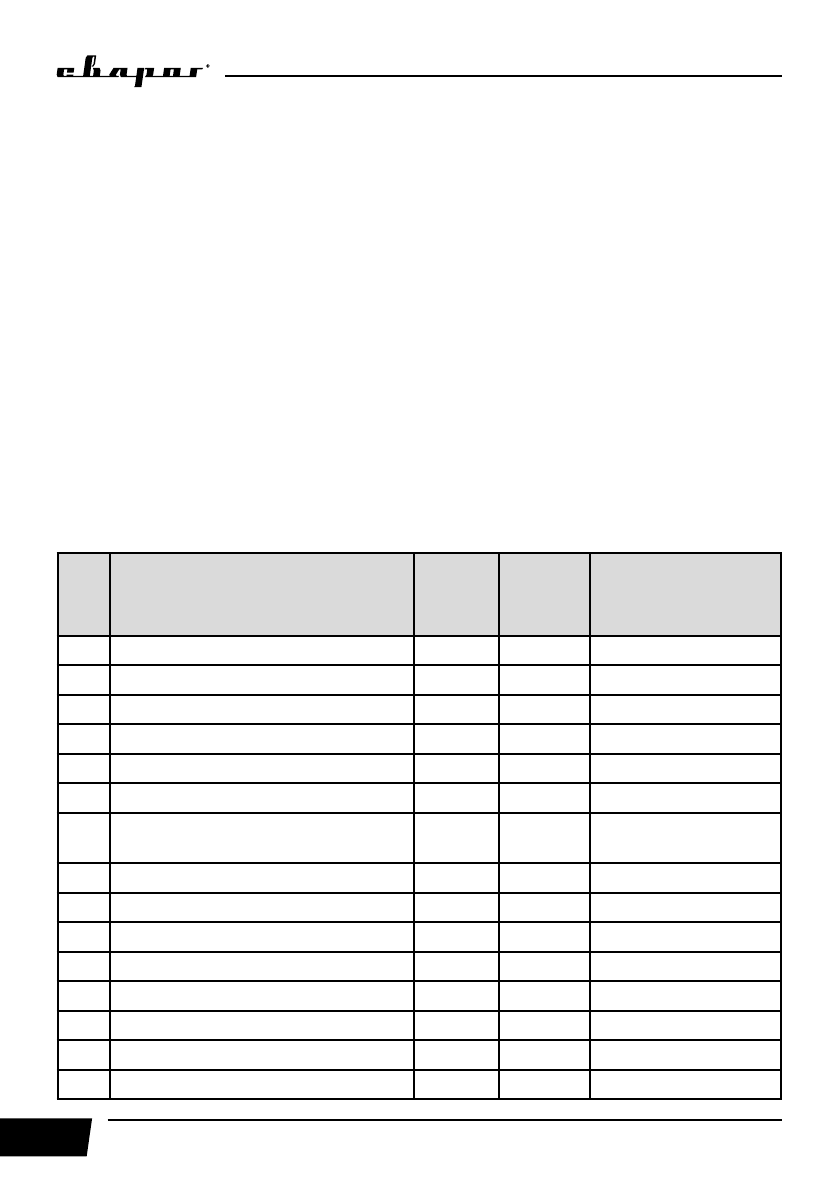
Таблица 7.1. Меню пользователя.
Код
Обозначение параметра
Еди-
ница
изме-
рения
Настрой-
ки по
умолча-
нию
Диапазон
регулировки
P1
Плавная подача проволоки
м/мин
2
2,0 ~ 10,0
P2
Скорость холостого прогона
м/мин
50
0 ~ 160
P3
Время поджига дуги, MIG
мс
10
0 ~ 20
P4
Напряжение дожига проволоки, MIG
В
140
100 ~ 180
P5
Время продувки до сварки, MIG
c
1
1 ~ 10
P6
Время продувки после сварки, MIG
c
2
2 ~ 50
P7
Горелка TIG
тип
1
0 (вентильная) /
1 (с кнопкой)
P8
TIG, VRD
1
1 (не регулируемый)
P9
Ток поджига дуги, TIG
А
20
20 ~ 50
P10 Время продувки до сварки, TIG
c
2
0 ~ 20
P11 Время продувки после сварки, TIG
c
3
3 ~ 100
P12 MMA, VRD
0
0 (выкл) / 1(вкл)
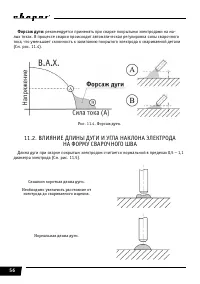
P13 Форсаж дуги, ММА
А
50
20 ~ 100
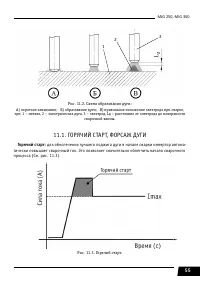
P14 Горячий старт, ММА
А
40
20 ~ 100
P15 Время горячего старта, ММА
мс
500
500 (не регулируемый)
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)





