
Сварочное оборудование Сварог CUT 160 (L307) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.











32
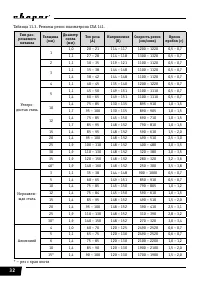
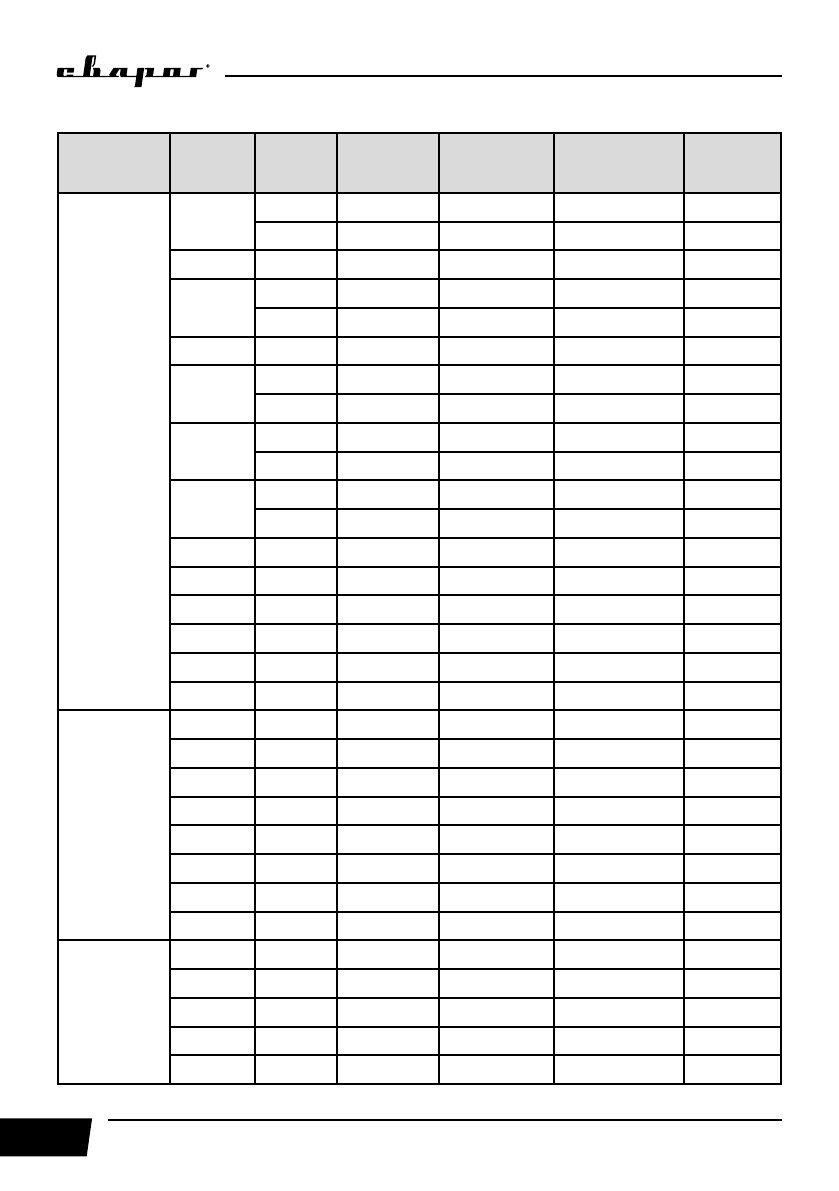
Таблица 11.3. Режимы резки плазматрона CSA 141.
Тип раз-
резаемого
металла
Толщина
(мм)
Диаметр
сопла
(мм)
Ток реза
(A)
Напряжение
(В)
Скорость резки
(мм/мин)
Время
пробоя (с)
Углеро-
дистая сталь
1
1,0
20 – 21
114 – 117
1200 – 1220
0,5 – 0,7
1,1
27 – 28
114 – 118
1300 – 1320
0,5 – 0,7
2
1,1
30 – 35
119 – 121
1100 – 1120
0,5 – 0,7
3
1,1
35 – 38
144 – 148
1100 – 1120
0,5 – 0,7
1,4
38 – 42
144 – 148
1100 – 1120
0,5 – 0,7
4
1,1
40 – 45
135 – 140
1200 – 1220
0,5 – 0,7
5
1,1
45 – 50
149 – 151
1100 – 1110
0,5 – 0,7
1,4
60 – 65
149 – 151
1100 – 1110
0,5 – 0,7
10
1,4
75 – 85
130 – 135
895 – 910
1,0 – 1,5
1,7
95 – 100
130 – 135
890 – 905
1,0 – 1,5
12
1,4
75 – 85
145 – 150
690 – 710
1,0 – 1,5
1,7
85 – 95
148 – 152
790 – 810
1,0 – 1,5
15
1,4
85 – 95
148 – 152
590 – 610
1,5 – 2,0
20
1,4
95 – 100
148 – 152
490 – 510
2,5 – 3,0
25
1,9
100 – 110
148 – 152
400 – 480
3,0 – 3,5
30
1,9
110 – 130
148 – 152
320 – 380
3,0 – 3,5
35
1,9
120 – 150
148 – 152
280 – 320
3,2 – 3,6
40*
1,9
140 – 160
148 – 152
250 – 300
3,5 – 3,8
Нержавею-
щая сталь
3
1,1
35 – 38
144 – 148
900 – 1000
0,5 – 0,7
5
1,4
60 – 65
149 – 151
850 – 910
0,5 – 0,7
10
1,4
75 – 85
145 – 150
790 – 805
1,0 – 1,2
12
1,4
75 – 84
145 – 150
590 – 610
1,0 – 1,5
15
1,4
85 – 95
148 – 152
490 – 510
1,5 – 2,0
20
1,4
95 – 100
148 – 152
390 – 410
2,5 – 3,1
25
1,9
110 – 130
148 – 152
310 – 390
2,8 – 3,2
30*
1,9
140 – 150
148 – 152
270 – 320
3,0 – 3,4
Алюминий
4
1,0
60 – 70
120 – 125
2490 – 2520
0,6 – 0,7
5
1,1
65 – 75
120 – 130
2490 – 2520
0,6 – 0,7
6
1,4
75 – 85
120 – 130
2100 – 2200
1,0 – 1,2
10
1,4
85 – 90
120 – 130
1900 – 2100
1,5 – 2,0
15*
1,4
90 – 100
120 – 130
1700 – 1900
1,5 – 2,0
* – рез с края листа
Содержание
- 5 ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания; СООТВЕТСТВИЕ ПРОДУКЦИИ; ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
- 8 ВНИМАНИЕ! Не используйте данные аппараты для размораживания; МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ РАБОТ
- 9 ВНИМАНИЕ! После завершения работы убедитесь в безопасности
- 10 ная резка должна осуществляться в сухих сварочных перчатках.; ВНИМАНИЕ! При поражении электрическим током прекратите работу и; внимательны при использовании кабелей большой длины.; ВНИМАНИЕ! Несмотря на защиту корпуса аппарата от попадания влаги,
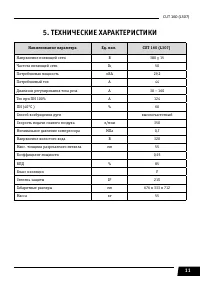
- 11 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
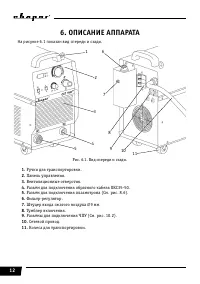
- 13 ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ
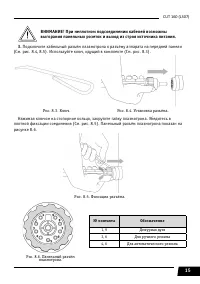
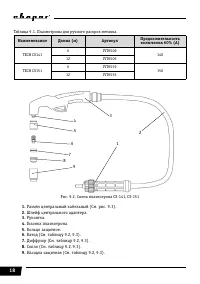
- 14 ВНИМАНИЕ! Периодически сливайте конденсат или эмульсию из; Вставьте силовой наконечник кабеля
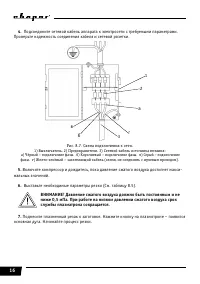
- 16 Проверьте надежность соединения кабеля и сетевой розетки.; ВНИМАНИЕ! Давление сжатого воздуха должно быть постоянным и не
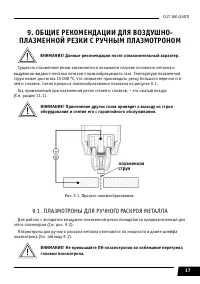
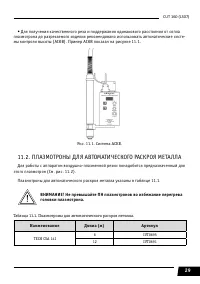
- 17 ПЛАЗМЕННОЙ РЕЗКИ С РУЧНЫМ ПЛАЗМОТРОНОМ; ВНИМАНИЕ! Данные рекомендации носят ознакомительный характер.; ПЛАЗМОТРОНЫ ДЛЯ РУЧНОГО РАСКРОЯ МЕТАЛЛА; ВНИМАНИЕ! Не превышайте ПН плазмотронов во избежание перегрева
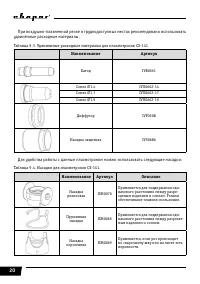
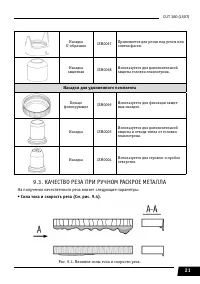
- 21 Насадки для удлиненного комплекта; КАЧЕСТВО РЕЗА ПРИ РУЧНОМ РАСКРОЕ МЕТАЛЛА; На получения качественного реза влияет следующие параметры:
- 22 Расстояние необходимо выдерживать постоянным.; Давление и чистота сжатого воздуха.
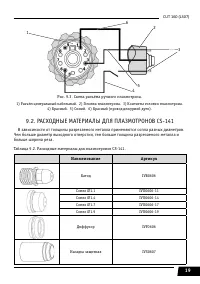
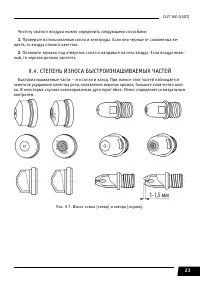
- 23 Чистоту сжатого воздуха можно определить следующими способами:; СТЕПЕНЬ ИЗНОСА БЫСТРОИЗНАШИВАЕМЫХ ЧАСТЕЙ
- 24 ПОРЯДОК НАЧАЛА РЕЗА С СЕРЕДИНЫ ЛИСТА; На рисунке 9.9 показан порядок начала реза с середины листа.; ВНИМАНИЕ! Для увеличения срока службы быстроизнашиваемых
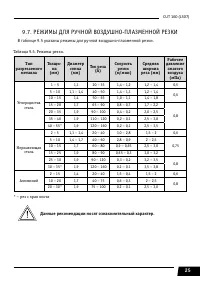
- 25 В таблице 9.5 указаны режимы для ручной воздушно-плазменной резки.; Данные рекомендации носят ознакомительный характер.
- 26 Количество
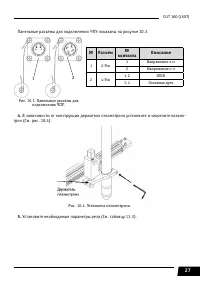
- 27 Панельные разъёмы для подключения ЧПУ показаны на рисунке 10.3.; No Разъём
- 28 КАЧЕСТВО РЕЗА ПРИ АВТОМАТИЧЕСКОМ РАСКРОЕ МЕТАЛЛА
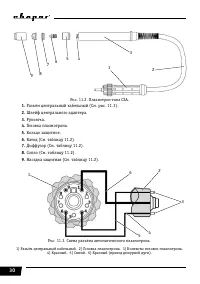
- 29 ПЛАЗМОТРОНЫ ДЛЯ АВТОМАТИЧЕСКОГО РАСКРОЯ МЕТАЛЛА; Наименование
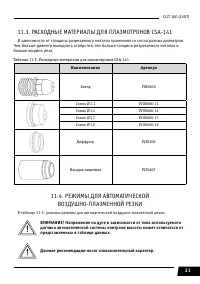
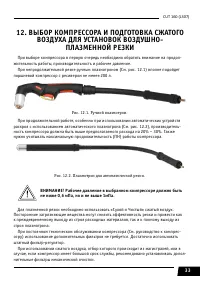
- 31 ВОЗДУШНО-ПЛАЗМЕННОЙ РЕЗКИ; ВНИМАНИЕ! Напряжение на дуге в зависимости от типа используемого
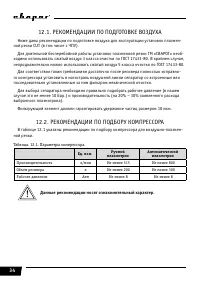
- 33 жительность работы, производительность и рабочее давление.; ВНИМАНИЕ! Рабочее давление в выбранном компрессоре должно быть
- 34 РЕКОМЕНДАЦИИ ПО ПОДБОРУ КОМПРЕССОРА
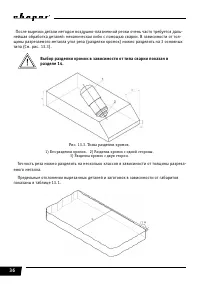
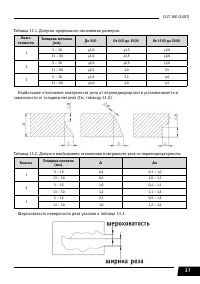
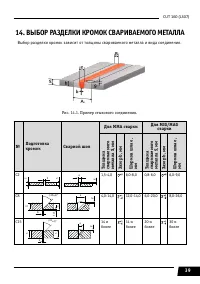
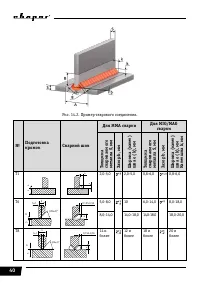
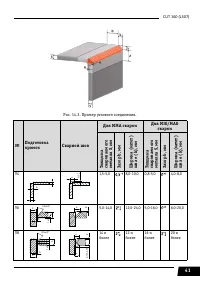
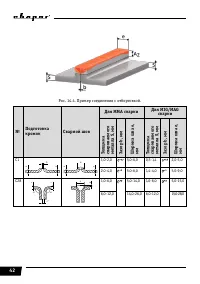
- 36 Выбор разделки кромок в зависимости от типа сварки показан в
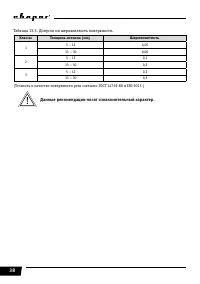
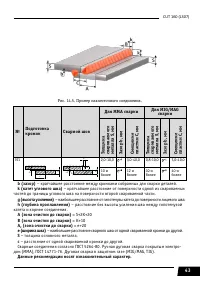
- 37 Шероховатость поверхности реза указана в таблице 13.3.
- 39 ВЫБОР РАЗДЕЛКИ КРОМОК СВАРИВАЕМОГО МЕТАЛЛА; Подготовка
- 43 – кратчайшее расстояние от поверхности одной из свариваемых
- 44 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; ВНИМАНИЕ! Отключайте аппарат от сети при выполнении любых работ; Общие рекомендации
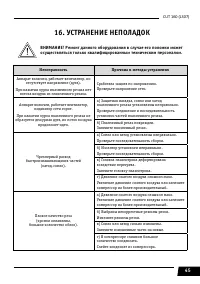
- 45 УСТРАНЕНИЕ НЕПОЛАДОК; ВНИМАНИЕ! Ремонт данного оборудования в случае его поломки может
- 46 Внимание! Перед использованием изделия ВНИМАТЕЛЬНО изучите
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)



