Сварочное оборудование Rexant AC-220A - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


Металлы, имеющие в составе или покрытии свинец, кадмий, цинк, ртуть и бериллий,
могут выделять ядовитые газы в опасных концентрациях под воздействием сварочной
дуги. В случае необходимости сварки таких материалов обязательно наличие вытяжной
вентиляции, либо индивидуальных средств защиты органов дыхания, обеспечивающих
фильтрацию или подачу чистого воздуха. Если покрытие из таких материалов невозможно
удалить с места сварки и средства защиты отсутствуют, проводить сварку таких материалов
запрещено!
Защита от поражения электрическим током:
По способу защиты от поражения электрическим током аппарат относится к классу 1 по
ГОСТ 12.2.007.0 (с заземлением через шнур питания). Касание открытых токопроводящих
частей электрододержателя, проводов, свариваемого изделия – строго запрещено!
Старайтесь не проводить сварочные работы в местах с избыточной влажностью, одежда
должна быть полностью сухой. Во время работы используйте изолирующие коврики и
перчатки.
Регулярно проводите визуальный осмотр сетевого шнура на наличие повреждений,
при обнаружении производите его замену. При замене шнура, а также в случаях снятия
крышки с аппарата, обязательно отсоедините устройство от сети. При подключении к
сети убедитесь в наличии предохранительных устройств (сетевых автоматов, УЗО и пр.) и
наличия заземления.
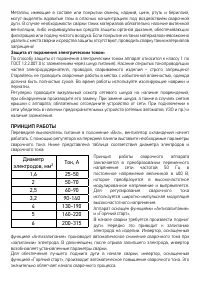
Переведите выключатель питания в положение «Вкл», вентилятор охлаждения начнет
работать. С помощью регулятора на передней панели выставите необходимые параметры
сварочного тока. Ниже представлена таблица соответствия диаметра электродов и
сварочного тока:
Принцип
работы
сварочного
аппарата
заключается в преобразовании переменного
напряжения сети частотой 50 Гц в
постоянное напряжение величиной в 400 В,
которое преобразуется в высокочастотное
модулированное напряжение и выпрямляется.
Для
регулирования
сварочного
тока
используется широтно-импульсная модуляция
высокочастотного напряжения.
Аппарат оснащен функциями «Антизалипание»
и «Горячий старт».
В начале сварки требуется произвести поджиг
дуги. Нередко это приводит к залипанию
электрода на изделии. Инвертор, оснащенный
функцией «Антизалипание» производит автоматическое снижение сварочного тока при
«залипании» электрода. В дальнейшем, после отрыва залипшего электрода, инвертор
возобновляет установленные параметры сварки.
Для обеспечения лучшего поджига дуги в начале сварки, инвертор, оснащенный
функцией «Горячий старт», производит автоматическое повышение сварочного тока. Это
значительно облегчает начало сварочного процесса.
ПРИНЦИП РАБОТЫ
Диаметр
электродов, мм²
Ток, А
1,6
25-50
2
50-70
2,5
60-90
3,2
90-140
4
130-190
5
160-220
6
200-315
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)







