Сварочное оборудование Ресанта САИПА-135 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




4
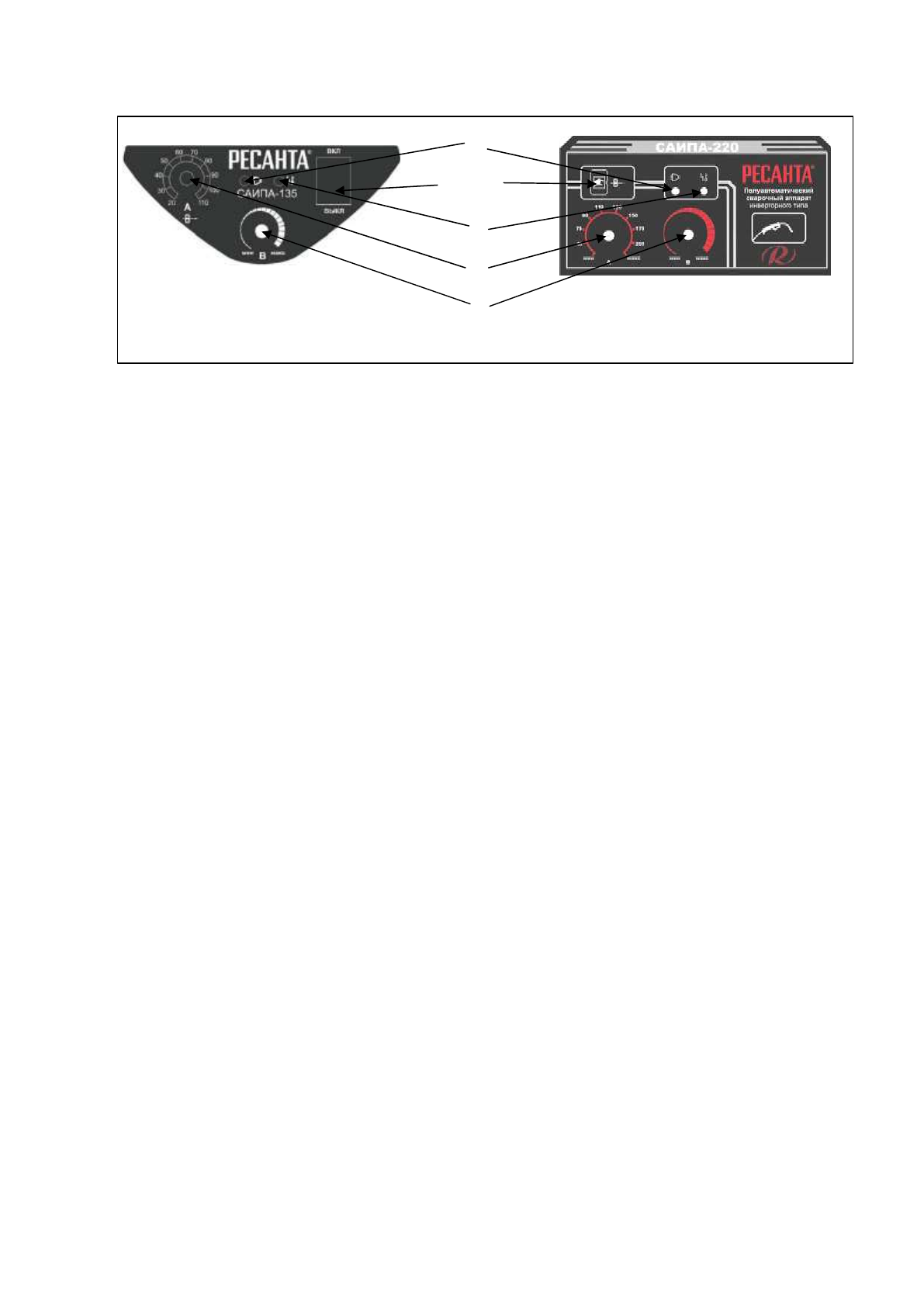
Внешний
вид и органы
управления
(
а
–
САИПА
135,165;
б
-
САИПА
200,220)
рис.
1
1.
Выключатель
питания
;
2.
Индикатор
“Сеть”;;
3.
Регулятор
величины сварочного
тока
и подачи сварочной
проволоки;;
4.
Регулятор
напряжения
дуги;;
5.
Индикатор
“Перегрев”;;
6.
Кнопка
протяжки
сварочной
проволоки.
Сила
сварочного
тока
(рис.1,
поз.3).
С
увеличением
силы
сварочного
тока
повышается
глубина
провара
,
что
приводит
к
увеличению
доли
основного
металла
в
шве
.
Ширина
шва
сначала
несколько
увеличивается
,
а
затем
уменьшается
.
Силу
сварочного
тока
устанавливают
в
зависимости
от
выбранного
диаметра
электрода
.
Скорость
подачи
электродной
проволоки
(рис.1,
поз.3)
связана
с
силой
сварочного
тока
и
регулируется
одновременно
с
ним.
Ее
устанавливают
с
таким
расчетом,
чтобы
в
процессе
сварки
не
происходило
коротких
замыканий
и
обрывов дуги.
Напряжение
дуги
(рис.1,
поз.4).
С
увеличением
напряжение
дуги
глубина
провара
уменьшается
,
а
ширина
шва
увеличивается
.
Чрезмерное
увеличение
напряжения
дуги
сопровождается
повышенным
разбрызгиванием
жидкого
металла
,
ухудшением
газовой
защиты
и
образованием
пор
в
наплавленном
металле
.
Напряжение
дуги
устанавливается
в
зависимости
от
выбранной
силы
сварочного тока
.
Скорость
сварки.
С
увеличением
скорости
сварки
уменьшается
все
геометрические
размеры
шва
.
Она
устанавливается
в
зависимости
от
толщины
свариваемого
металла
и
с
учетом
обеспечения
хорошего
формирования
шва
.
При
слишком
большой
скорости
сварки
конец
электрода
может
выйти
из
зоны
защиты
и
окислиться
на
воздухе
.
Медленная
скорость
сварки
вызывает
чрезмерное
увеличение
сварочной
ванны
и
повышает
вероятность
образования
пор
в
металле
шва
.
Вылет
электрода.
С
увеличением
вылета
электрода
ухудшается
устойчивость
горения
дуги
и
формирование
шва
,
а
также
увеличивается
разбрызгивание
жидкого
металла
.
Очень
малый
вылет
затрудняет
наблюдение
за
процессом
сварки
,
вызывает
частое
подгорание
газового
сопла
горелки
.
Величину
1
а)
2
6
5
3
4
б)













