
Сварочное оборудование Ресанта САИ-250-АД - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.







Ред. 1
9
5.
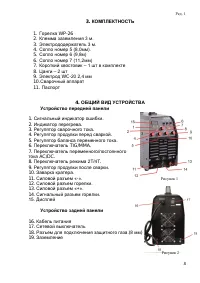
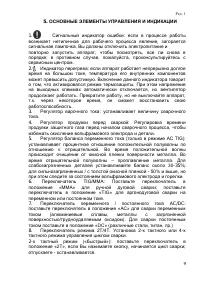
ОСНОВНЫЕ ЭЛЕМЕНТЫ УПРАВЛЕНИЯ И ИНДИКАЦИИ
1.
Сигнальный индикатор ошибки: если в процессе работы
возникает нетипичное для рабочего процесса явление, загорается
сигнальная лампочка, Вы должны отключить электропитание и
повторно запустить аппарат, чтобы посмотреть, все ли снова в
порядке; в противном случае, пожалуйста, проконсультируйтесь с
сервисным центром.
2.
Индикатор перегрева: если аппарат работает непрерывно долгое
время на большом токе, температура его внутренних компонентов
может превысить допустимую. Включение данного индикатора говорит
о том, что активировался режим термозащиты. При этом напряжение
на выходных клеммах автоматически отключается, но вентилятор
продолжает работать. Прекратите работу, но не выключайте аппарат,
т.к. через некоторое время, он сможет восстановить свою
работоспособность.
3.
Регулятор варочного тока: устанавливает величину сварочного
тока.
4.
Регулятор продувки перед сваркой: Регулировка времени
продувки защитного газа перед началом сварочного процесса, чтобы
избежать окисление вольфрамового электрода и детали.
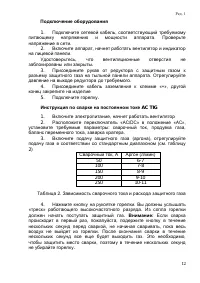
5.
Регулятор баланса переменного тока (только в режиме AC TIG):
устанавливает процентное отношение положительной полуволны по
отношению к отрицательной. Во время положительной волны
происходит очищение от окисной пленки поверхности металла. Во
время отрицательной полуволны – проплавление металла. Для
слабозагрязненных деталей устанавливайте баланс около 30-35%;
для сильнозагрязненных / с толстой окисной пленкой - 50% и выше, но
при этом следите за состоянием вольфрамового электрода и горелки.
6.
Переключатель
TIG/MMA:
Поставьте
переключатель
в
положение «ММА» для ручной дуговой сварки; поставьте
переключатель в положение «TIG» для аргонодуговой сварки на
переменном или постоянном токе.
7.
Переключатель переменного / постоянного тока AC/DC:
поставьте переключатель в положение «АС» для сварки переменным
током
(алюминиевые
сплавы,
металлы
с
загрязненной
поверхностью/трудноудаляемым оксидом). Для сварки постоянным
током поставьте в положение «DC» (различные стали, титан, пр.)
8.
Переключатель режима 2T/4T. Установка 2-х тактного или 4-х
тактного режима управления циклом сварки.
2-
х тактный режим («быстрый»): поставьте переключатель в
положение «2Т», если Вы нажимаете кнопку, начинается цикл сварки;
отпускаете - останавливается.
Содержание
- 4 Представленная документация содержит минимально необходимые; Описание устройства
- 8 Рисунок 1; Устройство задней панели; Рисунок 2
- 9 ОСНОВНЫЕ ЭЛЕМЕНТЫ УПРАВЛЕНИЯ И ИНДИКАЦИИ
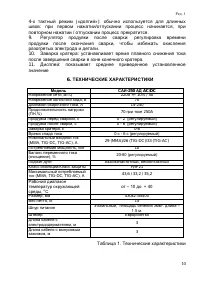
- 10 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Модель
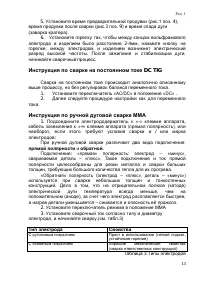
- 13 Инструкция по ручной дуговой сварке ММА; прямой полярности; С рутиловым покрытием
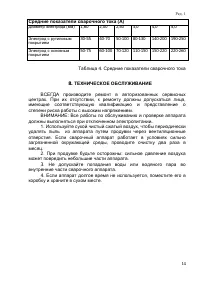
- 14 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
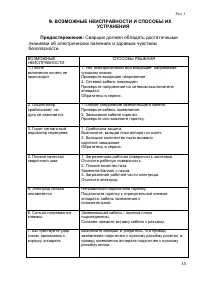
- 15 Сварщик должен обладать достаточными; СПОСОБЫ РЕШЕНИЯ
- 18 Данный документ не ограничивает определенные законом права; Компания “Ресанта” устанавливает официальный срок
- 19 ГАРАНТИЙНЫЙ ТАЛОН; ФИО и подпись покупателя
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












