Сварочное оборудование Ресанта САИ-220ПН - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.













Ред. 14
13
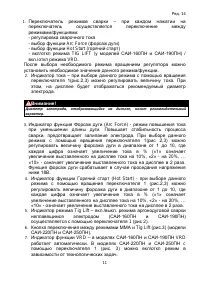
уменьшается. Силу сварочного тока устанавливают в зависимости от
выбранного диаметра электрода.
Напряжение дуги.
С увеличением напряжения дуги глубина провара
уменьшается, а ширина шва увеличивается. Чрезмерное увеличение
напряжения дуги сопровождается повышенным разбрызгиванием жидкого
металла и образованием пор в наплавленном металле. Напряжение дуги
устанавливается в зависимости от выбранной силы сварочного тока.
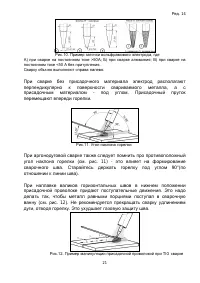
Наклон электрода вдоль шва
оказывает большое влияние на глубину
провара и качество шва.
При сварке углом вперед труднее вести наблюдение за формированием
шва, но лучше видны свариваемые кромки, и легче направлять электрод
точно по зазору между ними. Ширина шва при этом возрастает, а глубина
провара уменьшается. Сварку углом вперед рекомендуется применять при
небольших толщинах металла, когда существует опасность сквозных
прожогов.
При сварке углом назад улучшается видимость зоны сварки, повышается
глубина провара и наплавленный металл получается более плотным.
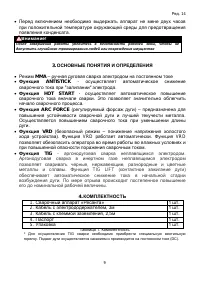
8.
УСТРОЙСТВО И ФУНКЦИИ АППАРАТА РЕСАНТА
Изделие выполнено в металлическом корпусе. На передней панели
имеется LCD дисплей нового поколения и переключатель режимов и
функций сварки. Аппарат оснащен принудительной системой вентиляции,
ввиду
этого,
категорически
запрещается
закрывать
чем-либо
вентиляционные отверстия в корпусе.
Принцип работы сварочного аппарата. Источником питания служит
инвертор на основе IGBT транзисторов. Принцип работы инвертора
заключается в преобразовании переменного напряжения сети частотой 50Гц
в постоянное напряжение величиной в 400В, которое преобразуется в
высокочастотное модулированное напряжение и выпрямляется. Сварка
осуществляется плавящимся электродом (режим ММА) и вольфрамовым
электродом в среде аргона (режим Tig Lift). Для регулирования сварочного
тока используется широтно-импульсная модуляция высокочастотного
напряжения.
Аппарат имеет встроенную защиту от перегрева - в случае
срабатывания защиты (загорится индикатор на передней панели). В этом
случае следует убедиться в отсутствии замыкания рабочих кабелей и
остановить работу, не отключая аппарат, не менее чем на 5 минут.
В отличие от обычных сварочных аппаратов схема управления
инвертором моделей САИ ПН основана на штыковой вольтамперной
характеристике с форсажем дуги Constant Current+ArcForce. Во время
сварочного процесса при колебании электрода у данных моделей сварочных
аппаратов ток будет поддерживаться постоянным. Т.о характеристика
Содержание
- 4 СОДЕРЖАНИЕ
- 6 ПРАВИЛА БЕЗОПАСНОСТИ; Прочтите перед началом использования устройства; Условия по эксплуатации
- 7 Во время сварки; ЗАЩИТА ОРГАНОВ ДЫХАНИЯ
- 9 аргонодуговая сварка неплавящимся электродом.; Таблица 1. Комплектность
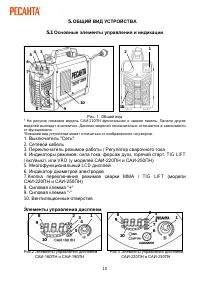
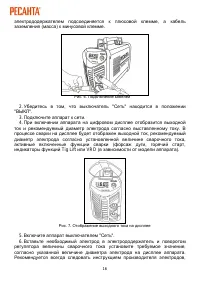
- 12 Индикатор «Сеть» отображает подключение к сети.; ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Таблица 2. Технические характеристики; ОСНОВНЫЕ ПОНЯТИЯ ФУНКЦИЙ АППАРАТА И ИХ ЗАВИСИМОСТЬ; С увеличением силы сварочного тока
- 14 Функция; VRD; снижает напряжение холостого хода до безопасного
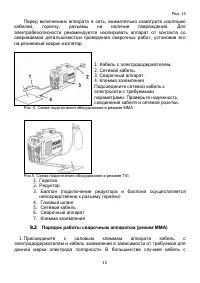
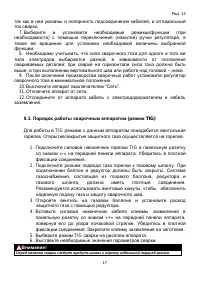
- 15 Рис.5. Схема подключения оборудования в режиме TIG
- 16 Рис. 7. Отображение выходного тока на дисплее
- 18 Перед началом работы обязательно прочтите нормы безопасности.
- 19 Таблица 4. Виды сварочного шва при различных параметрах
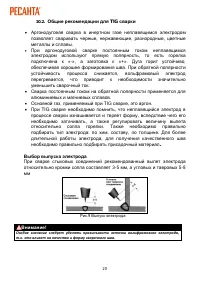
- 20 Общие рекомендации для TIG сварки; процесса; Выбор выпуска электрода; Рис.9 Выпуск электрода
- 21 Рис.12. Пример манипуляции присадочной проволокой при TIG сварке
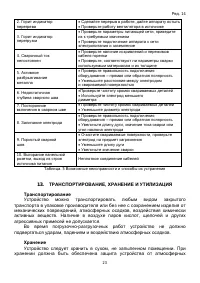
- 22 производите ремонт в авторизованных сервисных центрах. При; Сведения о соответствии; Европейскому; ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫ ИХ УСТРАНЕНИЯ; Сварщик должен обладать достаточными знаниями; Возможные; Аппарат не включается
- 23 Устройство можно транспортировать любым видом закрытого
- 24 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
- 26 ГАРАНТИЙНЫЙ ТАЛОН; признан годным для эксплуатации.
- 28 Полный актуальный список сервисных центров Вы так же можете













