
Сварочное оборудование Ресанта САИ-200АД - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.










24
диаметру
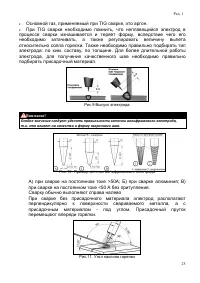
самого электрода, примерно,
3 –
5 мм. Необходимо соблюдать
это
расстояние постоянно во время сварки. Угол наклона электрода от
вертикальной оси
должен быть от 20
°
до 30
°
(рис.
8
)
«Положение
электрода»).
•
При
завершении шва отведите электрод немного назад, чтобы
заполнилась сварочная ванна, а затем переместите
электрод на верхний
край сварочной ванны (рис
8
. «Обрыв дуги») и быстро отведите от
кратера.
•
Удалите шлак и окалину со сварного шва при помощи металлической
щетки или молотка с
зубилом.
•
Для замены электродов в электрододержателе и
перемещения
свариваемых
деталей
используйте изолированные плоскогубцы.
•
При смене электрода, отключите сварочный аппарат. Для этого убавьте
силу тока до минимального значения и
только после этого нажмите на
клавишу выключателя.
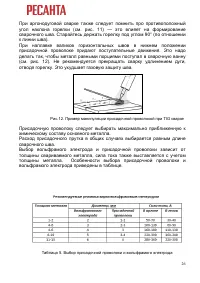
Таблица
4
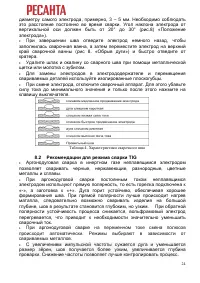
. Характеристики сварочного шва
8.2
Рекомендации для
режима сварки
TIG
•
Аргонодуговая сварка в инертном газе неплавящимся электродом
позволяет сваривать черные, нержавеющие, разнородные, цветные
металлы и сплавы.
•
При
аргонодуговой сварке
постоянным
током неплавящимся
электродом используют прямую полярность,
то есть горелка
подключена к
«-
», а заготовка к «+». Дуга горит устойчиво, обеспечивая
хорошее
формирования шва. При прямой
полярности лучше происходит нагрев
маталла, следовательно возможно сваривать изделия на большой
глубине, шов в результате становится глубоким, но узким.
При обратной
полярности устойчивость процесса снижается,
вольфрамовый электрод
перегревается, что
приводит к необходимости значительно уменьшить
сварочный ток.
•
При
аргонодуговой сварке
на переменном токе смена полюсов
происходит
автоматически. Режимы выбирают в зависимости от
свариваемых металлов.
•
С
увеличением импульсной частоты сужается дуга и уменьшается
размер зёрен,
шов получается более узким, увеличивается глубина
проварки. Снижение частоты позволяет лучше контролировать процесс.
Содержание
- 4 СОДЕРЖАНИЕ
- 5 ОБЩИЕ СВЕДЕНИЯ; Перед использованием данного устройства обязательно прочтите; Описание устройства
- 6 Прочтите перед началом использования устройства; Условия по эксплуатации; ИНСТРУКЦИИ ПО
- 8 ЗАЩИТА ОРГАНОВ ДЫХАНИЯ
- 9 Запрещается; не допустить случайного травмирования людей или повреждения; ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
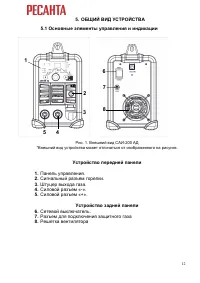
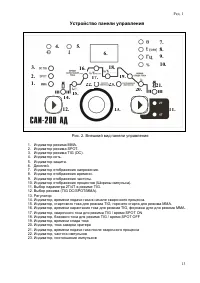
- 13 Устройство панели управления; Внешний вид панели управления
- 16 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Серия; Таблица 1. Технические характеристики
- 17 В целях безопасности сварочные аппараты оборудованы защитой от
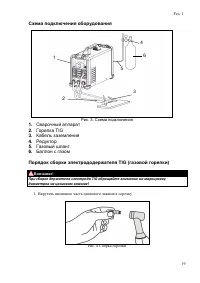
- 19 Схема; Сварочный аппарат; Порядок сборки электрододержателя TIG (газовой горелки); При сборке держателя электрода
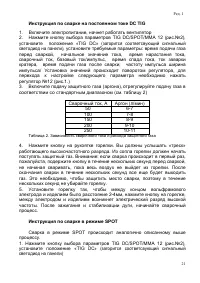
- 21 Таблица 2. Зависимость сварочного тока и расхода защитного газа; Инструкция по сварке в режиме
- 22 Подготовка аппарата к работе и порядок работы (режим; «MMA
- 23 Таблица; РЕКОМЕНДАЦИИ ПО ПРОВЕДЕНИЮ СВАРОЧНЫХ РАБОТ; Рис
- 24 Рекомендации для; При
- 27 прежде чем Вы откроете корпус.; ВОЗМОЖНЫЕ
- 32 ГАРАНТИЙНЫЙ ТАЛОН; СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНЫЙ С; ГАРАНТИЙНЫЙ ТАЛОН ГАРАНТИЙНЫЙ ТАЛОН ГАРАНТИЙНЫЙ ТАЛОН
- 33 СЕРВИСНЫЕ ЦЕНТРЫ; Йошкар
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












