Сварочное оборудование Ресанта АСПТ-1000 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.










Ред.
10
13
•
Установите фитинг, а затем с минимальным разрывом по
времени, установите конец трубы в соответствующие насадки.
Плавно, без вращения, проталкивайте фитинг и трубу в насадку на
глубину сварки, таблица.
Внимание!
Проталкивание трубы в насадку до упора может уменьшить или полностью
заплавить внутренний диаметр трубы. Зазор между торцом трубы и упором в
насадке должен составлять не менее 1 мм.
Время нагревания (плавления) трубы и фитинга зависит от их
диаметра. Отсчёт времени начинается после полной установки
фитинга и трубы см. в таблице.
Оптимальная температура нагрева для работы
260-
270 °С.
Внимание!
Перегретые части при монтаже легко деформируются, а недостаточно
нагретые не обеспечивают качественного соединения.
Внимание!
Для выполнения ответственных работ и получения надёжного и качественного
соединения необходимо контролировать температуру нагретых насадок
контактным термометром или специальным индикатором (не комплектуется).
Внимание!
В связи с большим ассортиментом современных материалов, технологий и
заводов
-
изготовителей перед выбором пластиковых труб и фасонных изделий,
уточняйте рекомендации завода изготовителя о методах и режимах
сваривания.
Корректировку
температуры
производите
регулятором
температуры нагрева.
•
По истечении времени, извлеките фитинг и трубу из насадок и
без осевого поворота введите трубу в муфту фитинга. Для
выполнения качественного сваривания монтаж и корректировка, не
должны превышать времени соединения;
•
Обеспечьте неподвижное и фиксированное положение
выполненного соединения во время остывания, см.табл.;
•
Рекомендуем перед выполнением ответственных работ
произвести пробные соединения пластиковых элементов с
последующим анализом качества выполненной сварки. Только после
получения стабильных результатов сварки приступайте к
выполнению ответственных работ.
Содержание
- 4 ОГЛАВЛЕНИЕ
- 5 ОБЩИЕ СВЕДЕНИЯ; Изделие является источником повышенной пожарной опасности.
- 7 ПРАВИЛА БЕЗОПАСНОСТИ
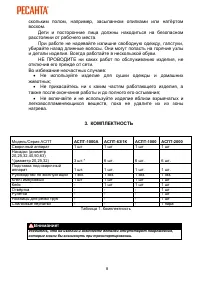
- 8 КОМПЛЕКТНОСТЬ; АСПТ; которые могли бы возникнуть при транспортировании.
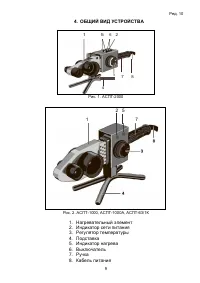
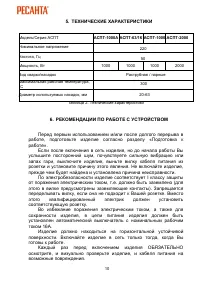
- 9 ОБЩИЙ ВИД УСТРОЙСТВА; Нагревательный элемент
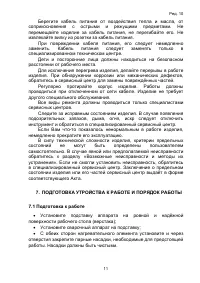
- 10 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; РЕКОМЕНДАЦИИ ПО РАБОТЕ С УСТРОЙСТВОМ
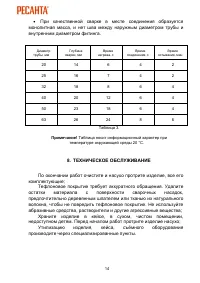
- 14 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
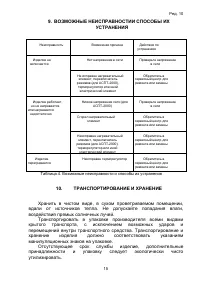
- 15 Таблица 4. Возможные неисправности и способы их устранения; ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
- 16 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
- 18 ГАРАНТИЙНЫЙ ТАЛОН; Сварочный аппарат для пластиковых труб
- 19 СЕРВИСНЫЕ ЦЕНТРЫ; Владивосток
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












