
Сварочное оборудование Quattro Elementi B 225 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.



Выберите кнопкой 2 рис.1, 2 режим аргонно-дуговой сварки.
-
электродная сварка,
-
аргонно-дуговая сварка.
Выбранный вид сварки отображается соответствующим светодиодом.
Для инициирования дуги коснитесь концом электрода поверхности металла в том месте, откуда вы
желаете начать сварку. Затем плавно поднимите электрод на расстояние, равное диаметру
электрода. Для окончания сварки уберите электрод от металла.
Для осуществления этого вида сварки необходимы горелка с ручным клапаном, баллон с аргоном,
редуктор с расходомером, вольфрамовые электроды, присадочные прутки. Эти комплектующие
приобретаются отдельно.
При этом виде сварки горелку обычно подключают к разъему «-», а провод массы к «+».
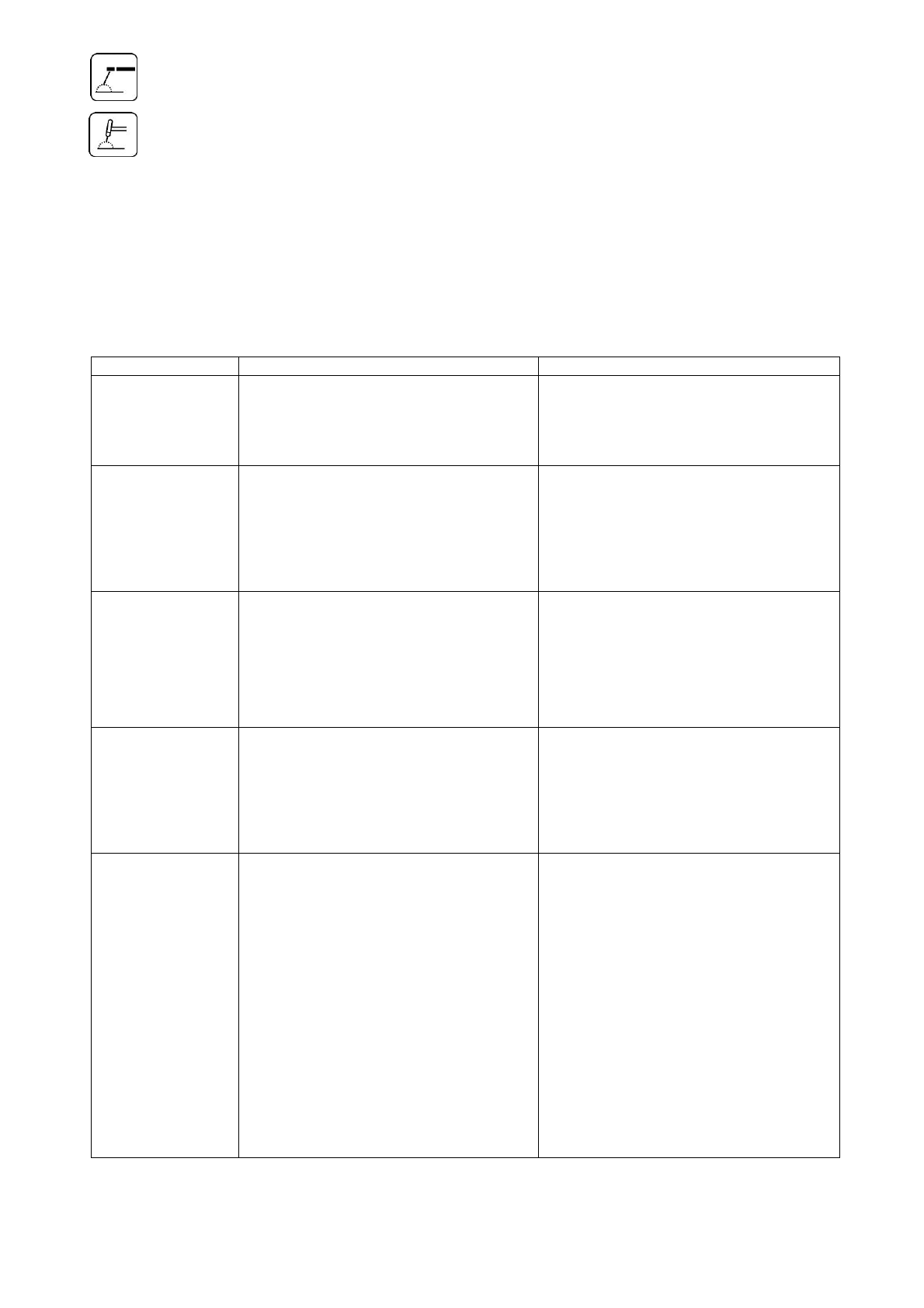
7. Устранение дефектов при сварке плавящимся электродом
Дефект
Возможные причины
Устранение
1.
Пористый
сварочный шов.
A.
Влажный электрод.
B.
Слишком высокий сварочный ток.
C.
Грязная поверхность заготовки.
A.
Прокалить электрод перед
использованием.
B.
Уменьшите сварочный ток.
C.
Очистите поверхность изделия
перед началом сварки.
2.
Появляются
видимые
трещинки
сварочного шва
сразу же после
затвердевания.
A.
Излишняя жесткость стыка.
B.
Слишком быстрое охлаждение.
A.
Уменьшите скорость сварки, чтобы
уменьшить образование нагара.
B.
Предварительно нагрейте изделие
и охлаждайте более медленно.
3.
Раскол из-за
недостаточного
наполнения.
A.
Низкое значение сварочного тока.
B.
Слишком большой диаметр
электрода.
C.
Недостаточное наполнение.
D.
Неправильный порядок наложения
швов.
A.
Увеличьте сварочный ток.
B.
Используйте электроды с меньшим
диаметром.
C.
Увеличьте наполнение.
D.
Поместите заготовки в правильной
последовательности.
4.
Части
свариваемого
изделия не
достаточно
проварены
A.
Слишком тонкий электрод.
B.
Низкое значение сварочного тока.
C.
Неправильный наклон электрода.
D.
Слишком высокая скорость сварки.
E.
Грязная поверхность заготовки.
A.
Используйте электроды с большим
диаметром, предварительно
нагревайте изделие.
B.
Увеличьте сварочный ток.
C.
Измените угол наклона.
D.
Уменьшите скорость.
E.
Очистите поверхность.
5.
Попадание в
сварочный шов
инородного
(неметаллическог
о) материала,
включая
образование
окалины
A.
В нижние слои сварочного шва
попали частицы.
B.
Слишком плотный стык заготовок.
C.
Образующийся нагар оставляет
шлак в сварном шве.
D.
Недостаточное проваривание,
оставляющее шлак внизу сварочной
ванны.
E.
Ржавчина или стружка
препятствуют расплаву.
F.
Неправильный выбор электрода
для заданного положения сварки.
A.
При сварке тонких заготовок
очистите шлак от предыдущей сварки
и проварите электродом меньшего
диаметра.
B.
Оставьте достаточно места для
очистки шлака.
C.
Если необходимо, очистите или
отшлифуйте стыки заготовок.
D.
Очистите углы от шлака.
Используйте электроды меньшего
размера и более высокий ток для
лучшего проникания.
E.
Очистите поверхность.
F.
Используйте электроды,
подходящие для заданного положения,
иначе будет сложно устранить
образование шлака.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)






