Сварочное оборудование Победа АС 200 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.












12
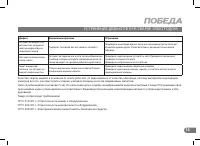
СВАРКА С ПОМОЩЬЮ ЭЛЕКТРОДОВ С ПОКРЫТИЕМ (MMA)
Таблицы помощи при выборе сварочных электродов.
•
Необходимо также учитывать, что сила сварочного тока для
одного и того же типа электродов выбирается разной, в за-
висимости от положения свариваемых деталей: при сварке
на горизонтали сила тока должна быть выше, а при выпол-
нении вертикального шва или работе над головой – ниже.
Помните, что характер сварочного шва зависит не только от
силы тока, но и других параметров, таких как диаметр и каче-
ство электродов, длина дуги, скорости сварки и положения
сварщика, а также от состояния электродов, которые долж-
ны храниться в упаковке и быть защищены от сырости.
•
Наденьте защитную маску и начните сварку.
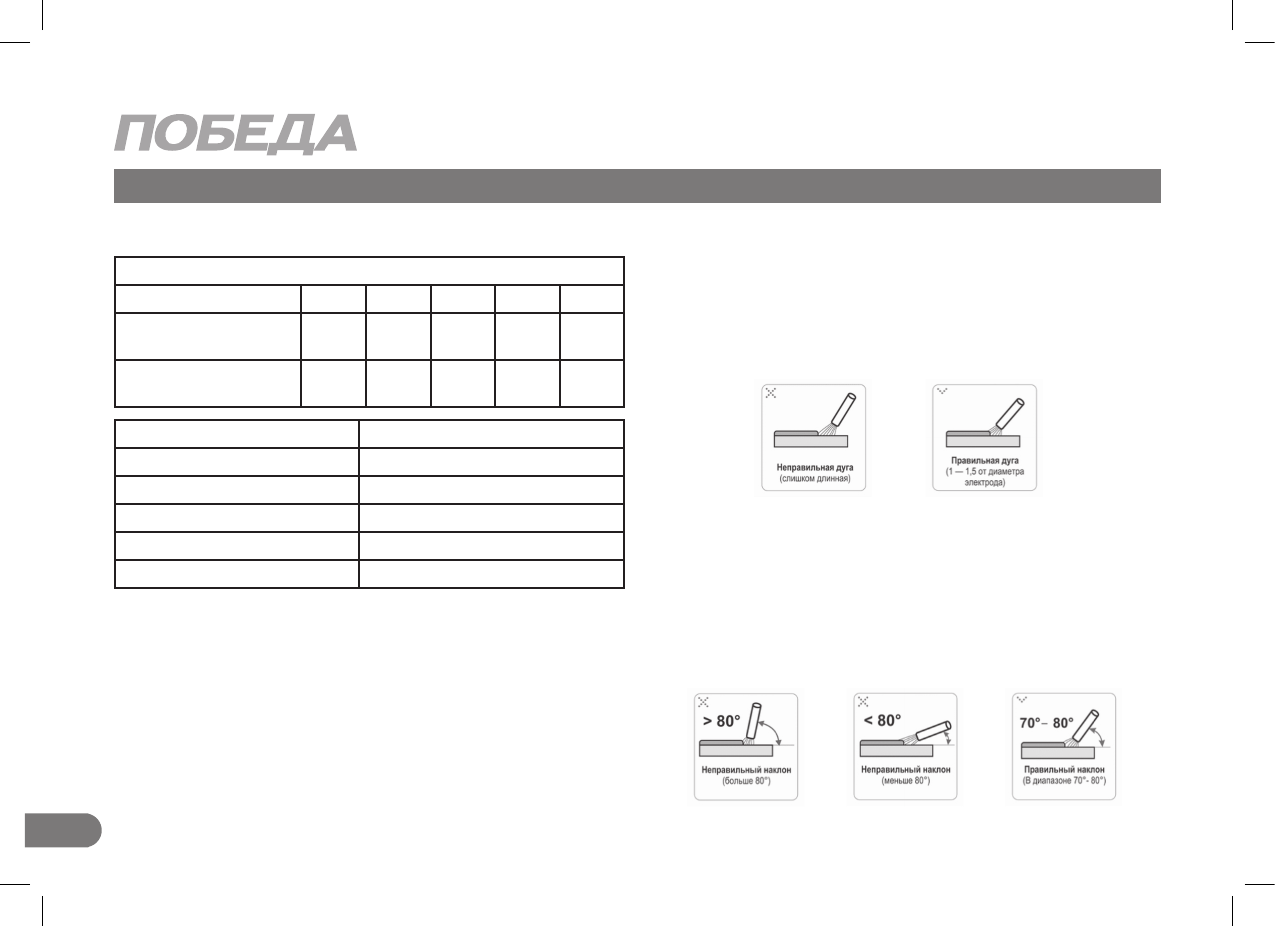
Зажигание дуги
Для зажигания дуги достаточно чиркнуть электродом по металлу.
Наклон электрода в рабочем направлении должен составлять 60°
(см. рисунок ниже). Длина дуги должна соответствовать или быть
в полтора раза больше диаметра применяемого электрода.
Очень важно, чтобы длина дуги была правильной, т.к. это влияет
на сварочный ток и напряжение. Непрочный сварочный шов яв-
ляется результатом неправильного тока сварки. Наклон электро-
да (вперед) должен составлять 70° или 80°. При слишком боль-
шом наклоне сварочный шов может стать пористым.
При маленьком наклоне образуется большое количество брызг и
неустойчивая сварочная дуга. В любом из этих двух случаев сва-
рочный шов будет пористым и непрочным.
Средние показатели сварочного тока, А
Диаметр электрода, мм
1,6
2,0
2,5
3,25
4,0
Электрод с рутиловым
покрытием
30-55
40-70
50-100 80-130
120-170
Электрод с фтористо-
кальциевым покрытием
50-75
60-100 70-120
110-150
140-200
Диаметр электродов, мм
Толщена свариваемого металла, мм
1,5
1,5-2,0
2,0
1,5-3,0
2,5
1,5-5,0
3,2
2,0-12
4,0
4,0-20
Содержание
- 4 ВВЕДЕНИЕ; оптимизировать работу аппарата от бытовой сети 220В,
- 6 ПРАВИЛА БЕЗОПАСНОЙ РАБОТЫ; Рабочая зона
- 7 Ожоги
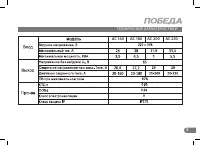
- 8 ТЕХНИЧЕСКИЕ ДАННЫЕ; ПРАВИЛА БЕЗОПАСНОЙ РАБОТЫ / ТЕХНИЧЕСКИЕ ДАННЫЕ
- 10 ПОДГОТОВКА АППАРАТА К РАБОТЕ; Условия эксплуатации сварочного аппарата
- 11 СВАРКА С ПОМОЩЬЮ ЭЛЕКТРОДОВ С ПОКРЫТИЕМ (MMA); Сварка MMA
- 12 Таблицы помощи при выборе сварочных электродов.
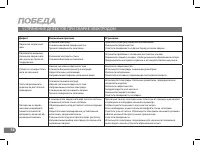
- 14 УСТРАНЕНИЕ ДЕФЕКТОВ ПРИ СВАРКЕ ЭЛЕКТРОДОМ
- 16 РАСШИФРОВКА СЕРИЙНОГО НОМЕРА; КОМПЛЕКТАЦИЯ / РАСШИФРОВКА СЕРИЙНОГО НОМЕРА; ГАРАНТИЙНЫЙ ТАЛОН / КЕПІЛДІК ТАЛОНЫ; ПОДПИСЬ ПОКУПАТЕЛЯ / САТЫП АЛУШЫ ҚОЛЫ:
- 18 ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА / KЕПIЛДЕМЕ МIНДЕТТЕМЕЛЕРI
- 19 ЕДИНЫЙ ТЕЛЕФ
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)










