
Сварочное оборудование Patriot WM200D - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





















14
СВАРКА С ПОМОЩЬЮ ЭЛЕКТРОДОВ С ПОКРЫТИЕМ (MMA)
Оптимизация для аргонодуговой сварки (tig lift):
Аппараты с кноп-
кой переключения MMA/ТIG LIFT (WM 260 VDT) адаптированы под
аргонодуговую сварку. Функция TIG LIFT помогает сварщику осущест-
влять поджиг без искрения. Это увеличивает срок службы электрода,
уменьшает частоту заточки электрода и помогает избежать вкрапле-
ний вольфрама в сварочный шов (важно при работе по нержавейке).
В тоже время при включенном режиме TIG LIFT aппapaт адаптирует
характеристики тока и напряжения на выходе под аргонодуговую
сварку. Для проведения аргонодуговой сварки необходима специ-
альная горелка (опция). Подробнее про особенности и методы про-
ведения аргонодуговой сварки читайте в специальной литературе.
Руководство по проведению сварки ММА
•
Все подключения сварочных кабелей производить только на отклю-
ченном от питающей сети аппарате.
•
Закрепите сварочные кабели к разъемам на передней панели. Для
большинства сварочных работ и электродов подключение должно
проводиться прямой полярностью. Зажим и кабель «земля» под-
ключается отрицательному разъему
(-)
, держатель электрода к по-
ложительному
(+)
.
•
Подключите кабель «земля» к металлической конструкции, на ко-
торой будет проводиться сварка, убедитесь в хорошем контакте
между зажимом и металлом.
•
Подключите вилку питающего кабеля к источнику питания.
•
Включите аппарат, для чего установите переключатель питания в по-
ложение ON.
•
Выберите необходимый ток сварки поворотом ручки регулятора на
передней панели (чтобы выбрать ток и тип электрода, см. таблицу
ниже). Руководствуетесь информацией производителя, указанной
на упаковке с электродами.
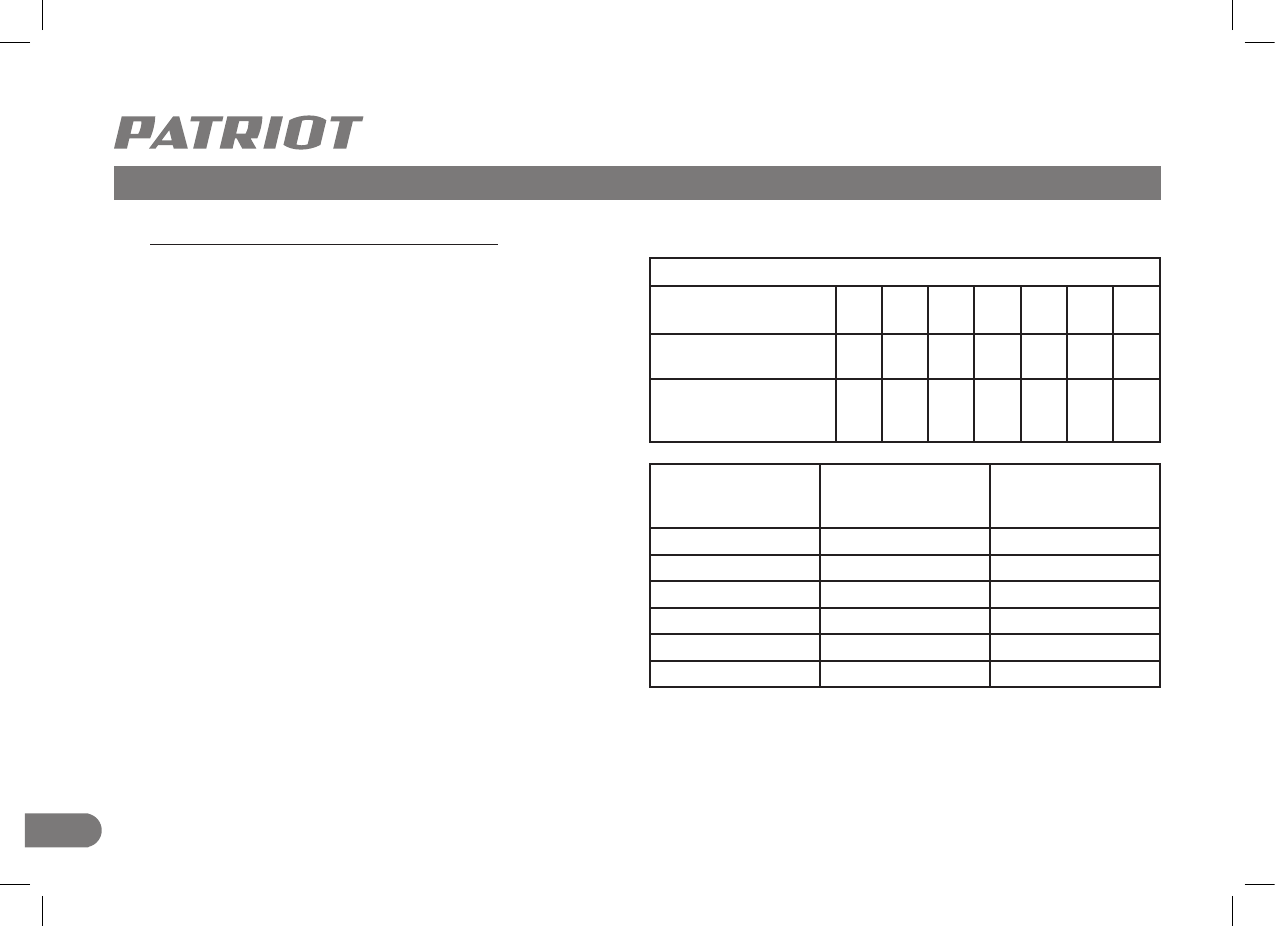
Таблицы помощи при выборе сварочных электродов.
Средние показатели сварочного тока (Ампер)
Диаметр электрода (мм)
1,6
2,0
2,5
3,25
4,0
5,0
6,0
Электрод с рутиловым
покрытием
30-
55
40-
70
50-
100
80-
130
120-
170
150-
250
190-
290
Электрод с основным
(фтористо-калиевым
покрытием)
50-
75
60-
100
70-
120
110-
150
140-
200
190-
260
200-
310
Толщина
свариваемого
металла (мм)
Диаметр
электродов (мм)
Сварочный
ток (А)
1,5
1,6 - 2,0
30 - 80
2,0
2,0 - 3,0
50 - 130
3,0
2,5 - 4,0
120 - 160
4,0
4,0 - 5,0
160 - 200
5,0
5,0 - 6,0
200 - 300
6,0
5,0 - 6,0
220 - 340
Содержание
- 3 ВВЕДЕНИЕ; Условия продажи; лизации не предусмотрены.
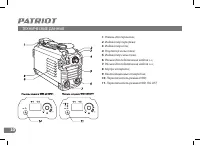
- 4 ОБЩИЕ СВЕДЕНИЯ
- 5 ПРАВИЛА БЕЗОПАСНОЙ РАБОТЫ; Рабочая зона
- 6 Ожоги
- 7 Электробезопасность; Подготовка и подключение сварочного аппарата
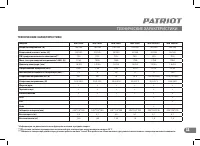
- 8 ТЕХНИЧЕСКИЕ ДАННЫЕ; Технические данные, относящиеся к эксплуатационным параме-; в процентном соотношении и основан на 10-минутном цикле (напри-
- 10 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- 11 ПОДГОТОВКА АППАРАТА К РАБОТЕ
- 12 СВАРКА С ПОМОЩЬЮ ЭЛЕКТРОДОВ С ПОКРЫТИЕМ (MMA); Сварка ММА
- 13 Руководство по проведению сварки ММА
- 14 Необходимо также учитывать,
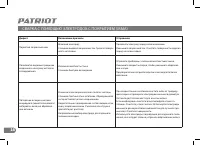
- 15 Дефект
- 16 ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
- 18 КОМПЛЕКТАЦИЯ; СВАРОЧНЫЙ АППАРАТ
- 19 Претензии к комплектации и внешнему виду не имею.; на гарантийное обслуживание.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












