
Сварочное оборудование Кедр ULTRAARC-250 COMPACT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.










Сварочные аппараты КЕДР
UltraARC-200/220/250 Compact
19
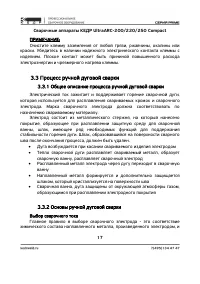
стабильным процесс. Слишком короткая дуга может привести к залипанию
электрода, слишком длинная дуга может образовывать чрезмерное
разбрызгивание и уменьшит глубину проплавления.
Угол наклона электрода к свариваемой поверхности и направление
перемещения
Угол наклона электрода и направление перемещения электрода зависит
от положения
при ручной дуговой сварке.
При сварке в нижнем или потолочном положении стыкового,
нахлесточного или таврового соединения рекомендуется техника сварки
«углом назад», угол составляет обычно 70
-
90° к свариваемой поверхности,
перемещение осуществляется в сторону указанного угла от сварочной ванны.
При сварке в вертикальном положении «на подъем» стыкового,
нахлесточного или таврового соединения рекомендуется техника сварки
«углом вперед», угол составляет обычно 75
-
85° к свариваемой поверхности,
перемещение осуществляется вверх от сварочной ванны.
Если технология сварки в вертикальном положении допускает сварку «на
спуск», то правило сохранения угла 65
-
75° сохраняется, перемещение
осуществляется вниз от сварочной ванны, придерживая ее.
Скорость сварки
Скорость перемещения электрода должна быть выбрана таким образом,
чтобы обеспечить достаточное оплавление и смачиваемость свариваемых
кромок, сохранение длины дуги, стабильность дуги, стабильность
кристаллизации шлаковой корки, отсутствие шлаковых включений и
правильную геометрическую форму шва.
Свариваемый материал и подготовка кромок
Свариваемые поверхности должны быть очищены от жидкостей, краски,
грунта, ржавчины и других загрязняющих элементов.
Свариваемые кромки должны быть подготовлены под сварку согласно
требований нормативно
-
технической документации.
Содержание
- 4 Описание знаков безопасности
- 8 Электромагнитное поле
- 10 Комплект поставки
- 11 Маркировка и упаковка; UltraARC Compact
- 12 Подключение к сети питания
- 13 Технические характеристики; Все вышеуказанные параметры могут быть изменены при
- 14 Рабочий цикл и перегрев
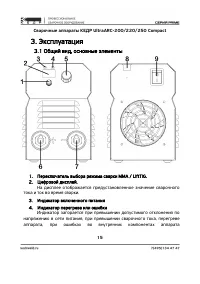
- 15 Эксплуатация; Переключатель выбора режима сварки ММА / LiftTIG
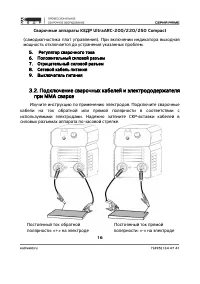
- 16 Подключение сварочных кабелей и электрододержателя
- 17 .3 Процесс ручной дуговой сварки; Общее описание процесса ручной дуговой сварки
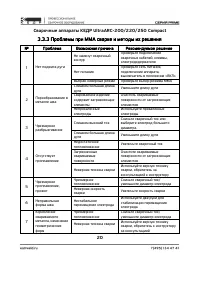
- 20 Проблемы при ММА сварке и методы их решения
- 21 Процесс аргонодуговой сварки
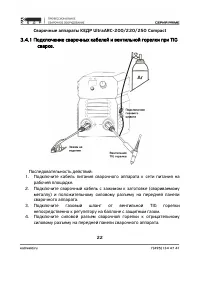
- 22 Подключение сварочных кабелей и
- 23 Последовательность действий при аргонодуговой
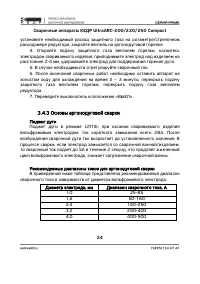
- 24 Основы аргонодуговой сварки
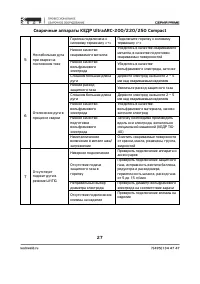
- 26 Проблемы при TIG
- 28 Общие условия по сварке
- 29 Условия транспортирования и хранения
- 30 . Техническое обслуживание и устранение; Техническое обслуживание; Чтобы обеспечить безопасную и правильную работу сварочного
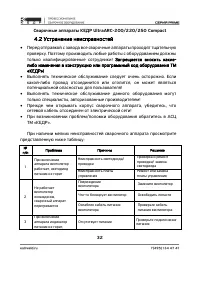
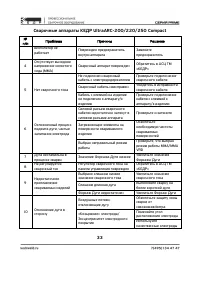
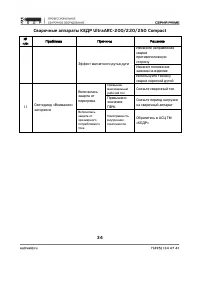
- 32 .2 Устранение неисправностей; Запрещается вносить какие
- 36 . Сервисное обслуживание; КЕДР
- 37 Список запасных частей
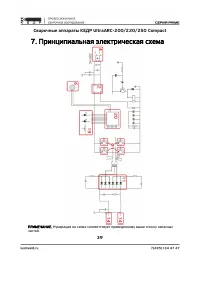
- 39 Принципиальная электрическая схема
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)











