
Сварочное оборудование Кедр ULTRAARC-200 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


















29
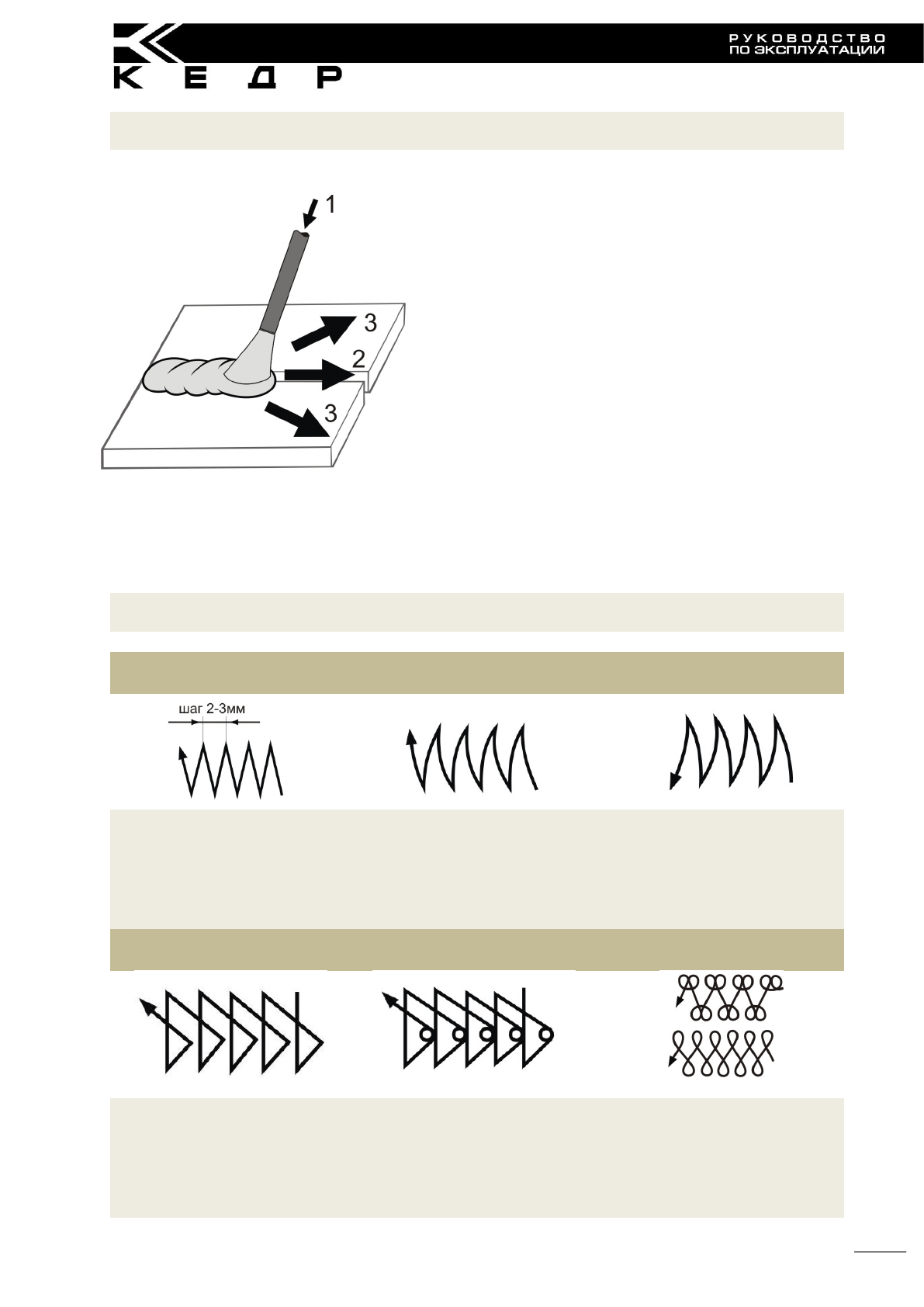
Манипулирование электродом:
Сварщик электродом осуществляет три основных
движения
•
Поступательное перемещение
(1) вдоль оси электрода
обеспечивает подачу электрода, постоянство длины дуги и
скорости плавления. Чем быстрее плавится электрод, тем
больше скорость его перемещения вдоль оси.
•
Прямолинейное перемещение
(2) вдоль оси шва
обеспечивает необходимую скорость сварки и качественное
формирование шва. Скорость этого движения зависит от силы
тока, диаметра электрода, скорости его плавления, вида шва и
других факторов. При отсутствии поперечных движений
электрода получается узкий шов (ниточный валик) шириной
примерно 1,5 диаметра электрода. Такие швы применяют при
сварке тонких листов, наложении первого (корневого) слоя
многослойного шва, сварке способом опирания и т.д.
•
Колебательное перемещение электрода
(3) поперек оси шва
для прогрева кромок и получения требуемых ширины шва и
глубины проплавления позволяет за один проход получать шов
шириной до 4 диаметров электрода, а без -1,5 диаметра.
Поперечные движения можно исключить при сварке тонких
листов или при прохождении первого (корневого) шва
многослойной сварки.
Виды колебательных (поперечных) движений конца электрода:
Прямые по ломанной линии
(зигзагообразные)
«Полумесяцем вперёд»
«Полумесяцем назад»
Прямые зигзагообразные движения
применяют для получения
наплавочных валиков при сварке
встык без скоса кромок в нижнем
положении и если нет вероятности
прожечь деталь.
Применяют для стыковых швов со
скосом кромок и для угловых швов с
катетом менее 6 мм, выполняемых в
любом положении электродами
диаметром до 4 мм.
Используют для сварки в нижнем
положении, а также для
вертикальных и потолочных швов с
выпуклой наружной поверхностью.
«Треугольником»
«Треугольником» с задержкой
электрода в корке шва
Петлеобразные
Применяют для угловых швов с
катетом более 6 мм и стыковых
швов со скосом кромок в любом
пространственном положении. Дает
хороший провар корня шва.
Применяют для сварки толстостенных
конструкций с гарантированным
проплавлением корневого участка
шва.
Используют для усиленного
прогревания кромок шва, особенно
при сварке высоколегированных
сталей. Электрод задерживают на
краях, чтобы не было прожога в
центре шва или вытекания металла
при сварке вертикальных швов.
Содержание
- 4 ДЕКЛАРАЦИЯ О СООТВЕТСТВИИ СТАНДАРТАМ ЕС
- 5 МЕРЫ ПРЕДОСТОРОЖНОСТИ и ТЕХНИКА БЕЗОПАСНОСТИ; СОХРАНИТЕ ЭТИ ИНСТРУКЦИИ!
- 6 Общие требования к безопасности:; требует
- 8 Высокая температура изделия может привести к ожогам!; При длительной сварке необходимо использовать охлаждение.; Движущиеся части аппарата могут привести к увечьям!; Избегайте контакта; Производственные условия:; Если окружающая температура резко снизилась
- 9 Рабочее место сварщика:; Содержите рабочее место в чистоте и хорошо освещённым.; Требования безопасности в аварийных ситуациях:
- 10 КОМПЛЕКТ ПОСТАВКИ; Наименование; ОБЩЕЕ ОПИСАНИЕ СВАРОЧНОГО; Ultra
- 12 ОПИСАНИЕ ПАНЕЛИ СВАРОЧНОГО ИНВЕРТОРА
- 13 ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Тип; ки
- 14 УСТАНОВКА И ЭКСПЛУАТАЦИЯ СВАРОЧНОГО ИНВЕРТОРА; Устанавливайте аппарат согласно ниже приведённой инструкции.; Подготовка аппарата к работе:; ЗАПРЕЩАЕТСЯ ЭКСПЛУАТАЦИЯ; Проверьте целостность кабелей.
- 15 Подключение сетевого кабеля:; При необходимости обеспечьте дополнительное заземление.; Подключение сварочного кабеля:; ОСМОТР И СБОРКА ОБОРУДОВАНИЯ; Кабель электрододержателя.
- 16 Установка электрода:; Во время работы не следует сильно давить на электрод.; ИЗБЕГАЙТЕ
- 17 Включение сварочного инвертора:; ВНИМАНИЕ; год и более) необходимо; Установка значения сварочного тока:
- 18 СВАРКА; , техника сварки «углом назад», то есть электрод перемещается таким; не отключая аппарат
- 19 ОКОНЧАНИЕ РАБОТЫ; После остановки вентилятора отключите аппарат от сети.
- 20 Храните прибор в сухом месте, недоступном для детей.; ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ СВАРОЧНОГО ИНВЕРТОРА; ПЕРЕД ПРОВЕДЕНИЕМ; Плановое техническое обслуживание:
- 21 Внеплановое техническое обслуживание:; АППАРАТ МОЖЕТ БЫТЬ СНЯТ С ГАРАНТИИ
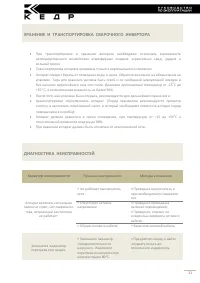
- 22 Характер неисправности; Причина неисправности
- 25 В ПОМОЩЬ СВАРЩИКУ; Классификация покрытых электродов:; По толщине покрытия; Пример условного обозначения электрода:
- 28 Дефекты сварных швов:; НАИМЕНОВАНИЕ
- 29 Манипулирование электродом:; Сварщик электродом осуществляет три основных
- 30 ДЕМОНТАЖ и УТИЛИЗАЦИЯ
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)











