Сварочное оборудование FUBAG TS MIG 300 T PRO - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





www.fubag.ru
O
m
perator's
anual
- 10 -
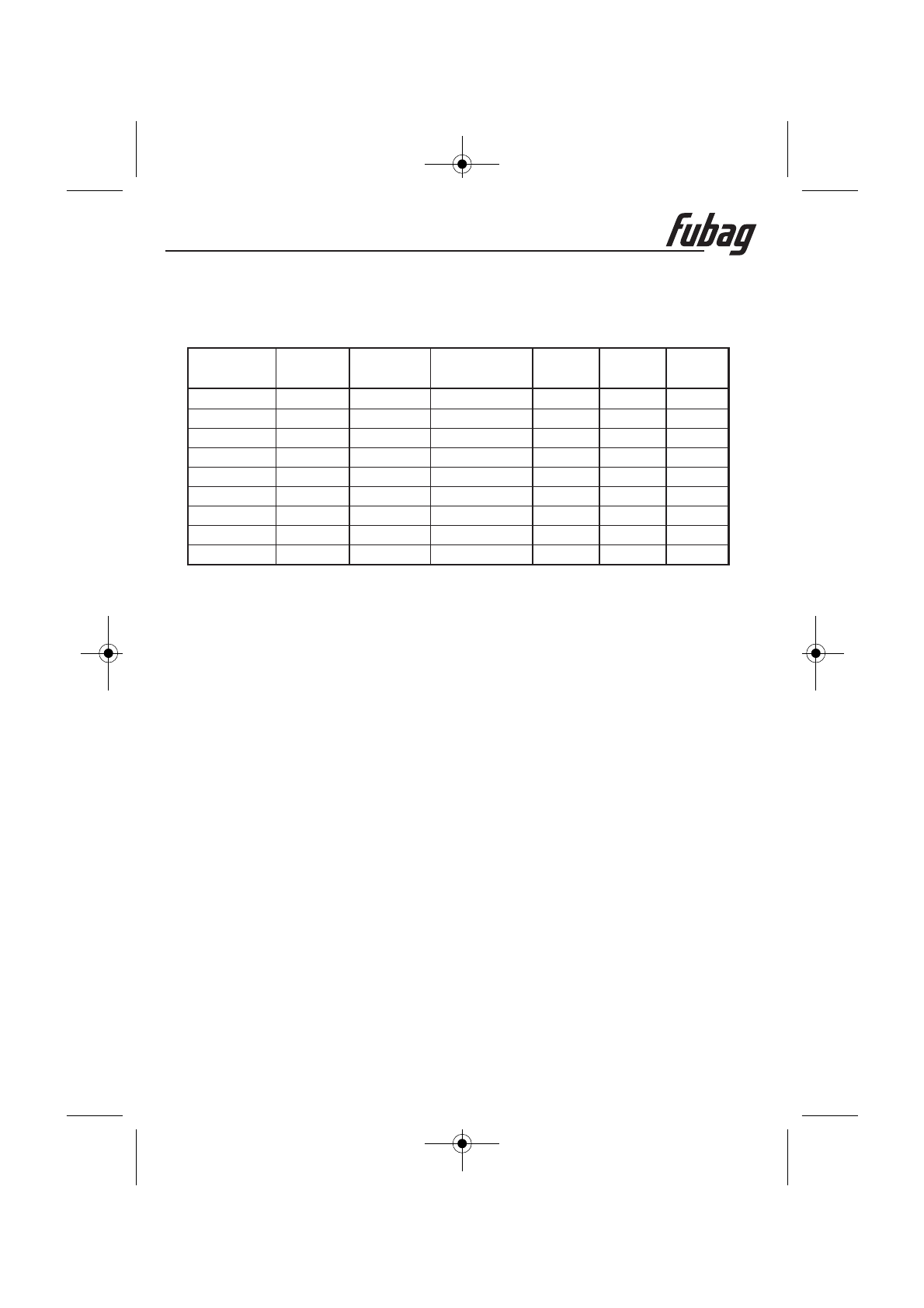
Material
Thickness,
mm
Wire
Diameter,
mm
Liner Inner
Diameter,
mm
Liner Specifications,
mm
Current,
A
Voltage,
V
Gas Flow,
l/min
0,8
~
1,5
Ø0,8
Ø1,4
1,2×1,6
(
blue
)
50
~
90
17
~
18
6
1,0
~
2,5
Ø0,8
Ø1,4
1,2×1,6
(
blue
)
60
~
100
18
~
19
7
2,5
~
4,0
Ø0,8
Ø1,4
1,2×1,6
(
blue
)
100
~
140
21
~
24
8
2,0
~
5,0
Ø1,0
Ø1,6
1,2×1,8
(
black
)
70
~
120
19
~
21
9
5,0
~
10
Ø1,0
Ø1,6
1,2×1,8
(
black
)
120
~
170
23
~
26
10
5,0
~
8,0
Ø1,2
Ø1,6
1,2×1,8
(
black
)
110
~
180
22
~
24
10
8,0
~
12
Ø1,2
Ø1,6
1,2×1,8
(
black
)
160
~
300
25
~
38
12
10
~
16
Ø1,6
Ø2,0
1,2×2,2
(
grey
)
140
~
180
22
~
24
15
>
16
Ø1,6
Ø2,0
1,2×2,2
(
grey
)
180
~
400
34
~
40
18
9. Maintenance
-
-
-
-
-
-
-
-
-
-
.
-
Keep from the rain, snow and long term exposing to sunlight when welder is used outdoor.
The professional maintenance personnel should use dry compressed air (use air compressor or
bellows) to remove the dust inside the machine. The part adhering to grease must be cleaned with
cloth while make sure there are no loosing parts existed in the tightened places and connected
cable. Usually the machine should be cleaned once a year if the dust accumulation problem is not
very serious, while it needs cleaning once or even twice every quarter if the dust accumulation
problem is serious.
Regularly check the input & output cables of welder to guarantee them right and firmly connected
and avoid them being exposed. Check should be taken once every month when fixed using and
every check taken when removing.
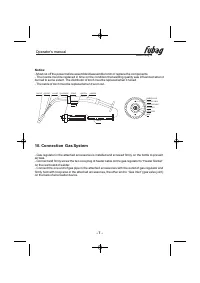
Regularly check the seal performance of gas system, whether the fan and feeder motor having
abnormal sound and whether every joint being loose.
Keep torch cable direct when welding.
Regularly clean the splash of nozzle (cannot use the way similar to knocking the torch head) and
stick to using splash ointment. Don’t remove the feeder device by means of pulling he torch cable.
Use qualified wire, no using inferior or rusty wire.
Clean the dust of liner with compressed air after the welder using some time (the dust is
accumulated by friction between wire and liner roll if find it wear and tear to prevent wire uneven
feeding.
The pressed roll can not be pressed too firm to guarantee smooth wire feeding. It will lead to wire
deformation, adding the feeding resistance and accelerating the friction of gear if pressed over
firmly.
Power source needs to be cut off before dust removal
Never tamper with wire or damage the component parts when cleaning.
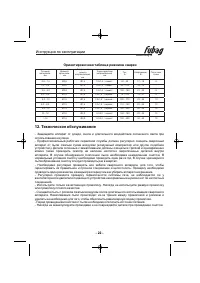
Welding Standard For Reference
(
)
Содержание
- 15 Не выполняйте никаких переключений во время сварки.
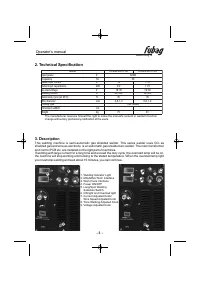
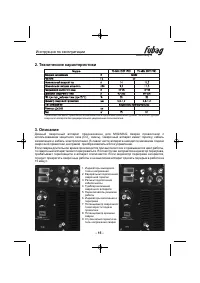
- 16 Технические характеристики; Данный сварочный аппарат предназначен для MIG/MAG
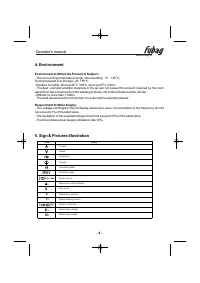
- 17 Расшифровка пиктограмм
- 18 Подключение электропитания; Перед использованием сварочный аппарат должен быть заземлен. Не
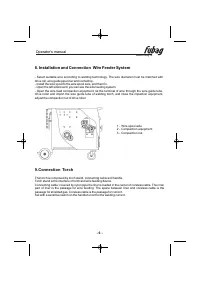
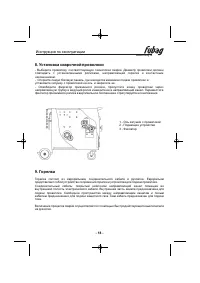
- 19 Установка сварочной проволоки; установите катушку с проволокой на ось и закрепите ее.
- 20 еобходимо своевременно заменить.
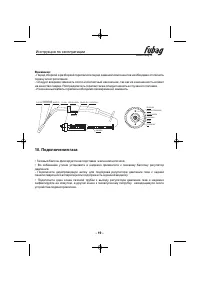
- 21 расстояние
- 22 Отключение; Непрерывная сварка; Cледите за данными; Примечание. Не переключайте регуляторы во время процесса сварки.
- 23 Техническое обслуживание; Ориентировочная таблица режимов сварки
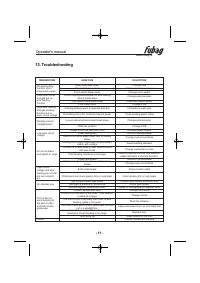
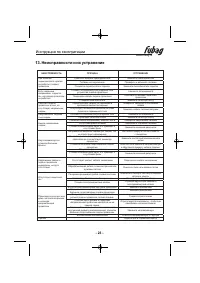
- 24 Неисправности и их устранение
- 25 Типовые дефекты сварочного шва












