Сварочное оборудование Blue Weld Prestige 188 MPGE - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




- 7 -
www.blueweld.ru
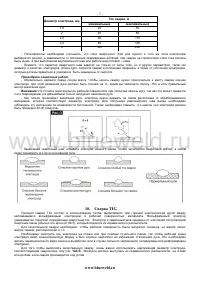
Ток
сварки
, A
Диаметр
электрода
,
мм
минимальный
максимальный
1,6 25 50
2 40 80
2,5 60 110
3,2 80 160
4 120 200
-
Пользователю
необходимо
учитывать
,
что
сила
сварочного
тока
для
одного
и
того
же
типа
электродов
выбирается
разной
,
в
зависимости
от
положения
свариваемых
деталей
:
при
сварке
на
горизонтали
сила
тока
должна
быть
выше
,
а
при
выполнении
вертикального
шва
или
работе
над
головой
–
ниже
.
-
Помните
,
что
характер
сварочного
шва
зависит
не
только
от
силы
тока
,
но
и
других
параметров
,
таких
как
диаметр
и
качество
электродов
,
длина
дуги
,
скорости
сварки
и
положения
сварщика
,
а
также
от
состояния
электродов
,
которые
должны
храниться
в
упаковке
и
быть
защищены
от
сырости
.
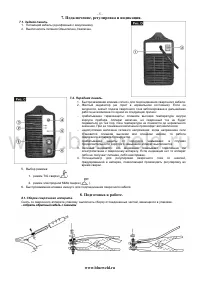
Проведение
сварочных
работ
.
-
Обязательно
держите
перед
лицом
маску
.
Чтобы
начать
сварку
нужно
прикоснуться
к
месту
сварки
концом
электрода
,
при
этом
движение
руки
должно
быть
похоже
на
то
,
каким
вы
зажигаете
спичку
.
Это
и
есть
правильный
метод
зажигания
дуги
.
Внимание
!
Не
стучите
электродом
по
рабочей
поверхности
при
попытках
зажечь
дугу
,
так
как
это
может
привести
к
его
повреждению
и
в
дальнейшем
только
затруднит
зажигание
дуги
.
-
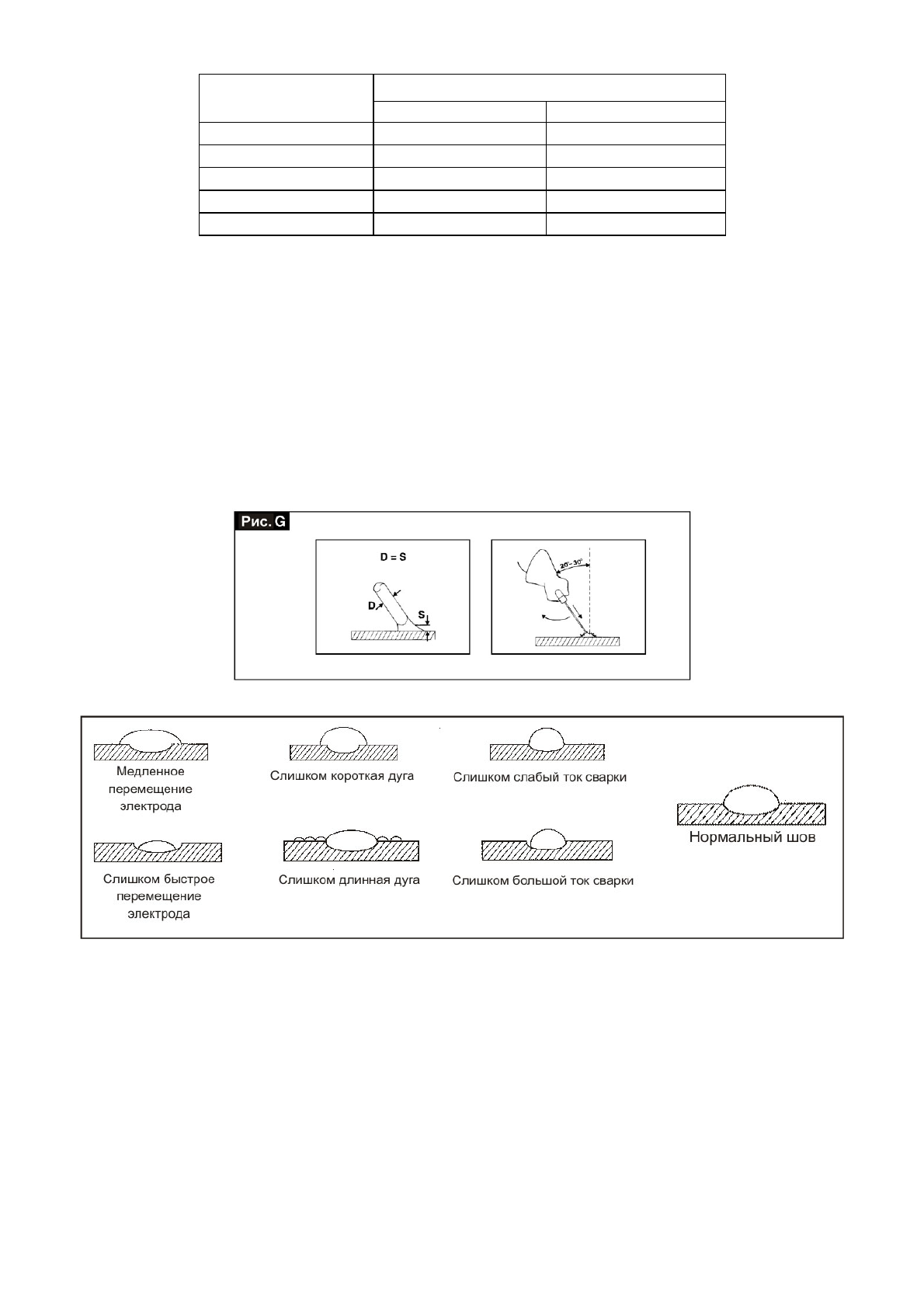
Как
только
произойдет
зажигание
дуги
,
электрод
нужно
держать
на
таком
расстоянии
от
обрабатываемого
материала
,
которое
соответствует
диаметру
электрода
.
Для
получения
равномерного
шва
далее
необходимо
соблюдать
эту
дистанцию
по
возможности
постоянной
.
Также
необходимо
помнить
,
что
наклон
оси
электрода
должен
быть
примерно
20-30
градусов
.
-
Заканчивая
сварочный
шов
,
отведите
электрод
немного
назад
,
чтобы
заполнился
сварочный
кратер
,
а
затем
резко
поднимите
его
до
исчезновения
дуги
.
10.
Сварка
TIG.
Принцип
сварки
TIG
состоит
в
использование
тепла
,
выделяемого
при
горении
электрической
дугой
между
неплавящимся
вольфрамовым
электродом
и
рабочей
поверхностью
материала
.
Вольфрамовый
электрод
удерживается
горелкой
,
передающей
сварочный
ток
.
Электрод
и
сварочный
шов
защищен
от
окисления
поступающим
инертным
газом
(
обычно
это
аргон
Ar 99,5),
который
подается
из
керамического
распылителя
.
Для
качественной
сварки
необходимо
,
чтобы
рабочая
поверхность
была
аккуратно
очищена
,
не
имела
окиси
,
масла
,
смазки
,
растворителей
и
т
.
п
.
Необходимо
заострить
ось
электрода
на
станке
или
при
помощи
точильного
камня
,
так
чтобы
рабочий
конец
электрода
имел
концентрическую
форму
и
был
хорошо
закреплен
во
избежание
отклонений
дуги
.
Это
необходимо
делать
периодически
по
мере
износа
и
выработки
,
или
в
случае
сильного
загрязнения
,
оксидирован
или
деформирован
электрода
.
Для
того
чтобы
выполнить
качественную
сварку
,
очень
важно
использовать
надлежащий
диаметр
электрода
,
соответствующий
сварочному
току
(
см
.
Таб
.3
).
Электрод
должен
выступать
из
керамического
распылителя
на
2-3
мм
или
до
8
мм
,
если
сварка
производится
под
углом
.
www.blueweld.ru

