Сварочное оборудование Blue Weld Prestige 171 S - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.



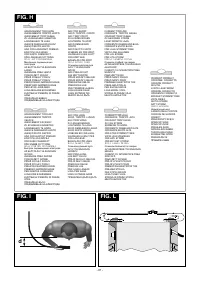

- Помните, что механические характеристики сварочного шва
-
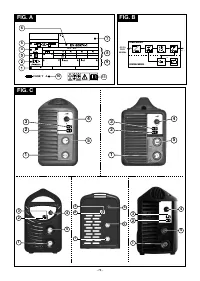
ВИЛКА И РОЗЕТКА:
зависят не только от величины выбранного тока сварки, но и
- Модель
230V
первоначально оснащена кабелем питания
других параметров сварки, таких как диаметр и качество
со стандартной вилкой (2 полюса + заземление), 16А/ 250
электродов.
В. Аппарат можно подключать к стандартной сетевой
- Механические
характеристики
сварочного
шва
определяются
,
розетке, оборудованной плавким или автоматическим
п о м и м о
и н т е н с и в н о с т и
в ы б р а н н о г о
т о к а
,
д р у г и м и
предохранителем; специальная заземляющая клемма
параметрами
сварки
:
длиной дуги
,
скоростью и положением
должна быть соединена с заземляющим проводником
выполнения
,
диаметром и качеством электродов
(
для лучшей
(желто-зеленого цвета) линии питания.
сохранности хранить электроды в защищенном от влаги
В таблице (
ТАБ. 1
) приведены значения в амперах,
месте, в специальных упаковках или контейнерах
).
р е к о м е н д у е м ы е д л я п р е д о х р а н и т е л е й л и н и и
замедленного действия, выбранных на основе макс.
Выполнение
н о м и н а л ь н о го т о к а , в ы р а бат ы в а е м о го с в а р оч н ы м
- Держа маску ПЕРЕД ЛИЦОМ, прикоснитесь к месту сварки
аппаратом, и номинального напряжения питания.
концом электрода, движение вашей руки должно быть похоже
- Для сварочных аппаратов без вилки
(
модели
115/230V),
на то, каким вы зажигаете спичку. Это и есть правильный метод
соединить кабель питания со стандартной вилкой (2
зажигания дуги.
полюса + заземление), рассчитанной на потребляемый
Внимание: Не стучите электродом по детали, так как это может
аппаратом ток. Необходимо подключать к стандартной
привести к повреждению покрытия и затруднит зажигание
с е т е в о й р о з е т к е , о б о р у д о в а н н о й п л а в к и м и л и
дуги.
а в т о м а т и ч е с к и м п р е д о х р а н и т е л е м ; с п е ц и а л ь н а я
- Как только появится электрическая дуга, попытайтесь
з азе м л я ю щ а я к л е м м а д ол ж н а б ы т ь с о ед и н е н а с
уд е р ж и в а т ь р а с с т о я н и е д о ш в а р а в н ы м д и а м ет р у
заземляющим проводником (желто-зеленого цвета) линии
используемого электрода. В процессе сварки удерживайте это
питания. В таблице (
ТАБ. 1
) приведены значения в
расстояние постоянно для получения равномерного шва.
амперах, рекомендуемые для предохранителей линии
Помните, что наклон оси электрода в направлении движения
должен составлять около 20-30 градусов
G
замедленного действия, выбранных на основе макс.
(Рис. )
н о м и н а л ь н о го т о к а , в ы р а бат ы в а е м о го с в а р оч н ы м
- Заканчивая шов, отведите электрод немного назад, по
аппаратом, и номинального напряжения питания.
отношению к направлению сварки, чтобы заполнился
сварочный кратер, а затем резко поднимите электрод из
________________________________________________________________________________
расплава для исчезновения дуги.
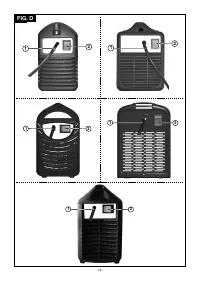
Параметры сварочных швов
ВНИМАНИЕ! Несоблюдение указанных выше правил
Рис. H
существенно снижает эффективность электрозащиты,
7.
ТЕХ ОБСЛУЖИВАНИЕ
предусмотренной изготовителем (класс I) и может привести
к серьезным травмам у людей (напр., электрический шок) и
______________________________________________
нанесению материального ущерба (напр., пожару).
________________________________________________________________________________
ВНИМАНИЕ!
ПЕРЕД
ПРОВЕДЕНИЕМ
ОПЕРАЦИЙ
ТЕХОБСЛУЖИВАНИЯ ПРОВЕРИТЬ, ЧТО СВАРОЧНЫЙ
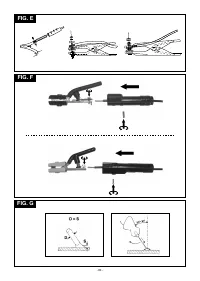
СОЕДИНЕНИЕ КОНТУРА СВАРКИ
АППАРАТ ОТКЛЮЧЕН И ОТСОЕДИНЕН ОТ СЕТИ ПИТАНИЯ .
________________________________________________________________________________
______________________________________________
ВНИМАНИЕ!
ПЕРЕД
ТЕМ,
КАК
ВЫПОЛНЯТЬ
ВНЕПЛАНОВОЕ ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
О П Е РА Ц И И В Н Е П Л А Н О В О Г О Т Е Х О Б С Л У Ж И В А Н И Я
СОЕДИНЕНИЯ, ПРОВЕРИТЬ, ЧТО СВАРОЧНЫЙ АППАРАТ
Д ОЛ Ж Н Ы В Ы П ОЛ Н Я Т ЬС Я ТОЛ Ь К О О П Ы Т Н Ы М И Л И
ОТКЛЮЧЕН И ОТСОЕДИНЕН ОТ СЕТИ ПИТАНИЯ.
КВАЛИФИЦИРОВАННЫМ В ЭЛЕКТРИКО-МЕХАНИЧЕСКИХ
В таблице
(ТАБ. 1)
имеются значения, рекомендуемые для
2
РАБОТАХ ПЕРСОНАЛОМ.
кабелей сварки (в мм ) в соответствие с максимальным током
______________________________________________
сварочного аппарата.
________________________________________________________________________________
ВНИМАНИЕ! НИКОГДА НЕ СНИМАЙТЕ ПАНЕЛЬ И НЕ
ОПЕРАЦИИ СВАРКИ ПРИ ПОСТОЯННОМ ТОКЕ
П Р О В О Д И Т Е Н И К А К И Х Р А Б О Т В Н У Т Р И К О Р П У С А
П о ч т и в с е э л е к т р о д ы с п о к р ы т и е м с о е д и н я ю т с я с
АППАРАТА
,
НЕ ОТСОЕДИНИВ ПРЕДВАРИТЕЛЬНО ВИЛКУ ОТ
положительным полюсом (+) генератора; за исключением
ЭЛЕКТРИЧЕСКОЙ СЕТИ
.
э л е к т р о д о в с к и с л о т н ы м п о к р ы т и е м , с о е д и н я е м ы х с
______________________________________________
отрицательным полюсом (-).
Выполнение проверок под напряжением может привести к
с е р ь е з н ы м э л е к т р о т р а в м а м , т а к к а к в о з м о ж е н
ОПЕРАЦИИ СВАРКИ ПРИ ПОСТОЯННОМ ТОКЕ
непосредственный контакт с токоведущими частями
Соединение кабеля сварки держателя электрода
аппарата и/или повреждениям вследствие контакта с
На конце имеется специальный зажим, который нужен для
частями в движении.
закручивания открытой части электрода.
- Регулярно осматривайте внутреннюю часть аппарата, в
Этот кабель необходимо соединить с зажимом, обозначенным
зависимости от частоты использования и запыленности
символом (+)
рабочего места. Удаляйте накопившуюся на трансформаторе,
Соединение кабеля возврата тока сварки
сопротивлении и выпрямителе пыль при помощи струи сухого
Соединяется со свариваемой деталью или с металлическим
сжатого воздуха с низким давлением (макс. 10 бар) .
столом, на котором она лежит, как можно ближе к выполняемому
- Не направлять струю сжатого воздуха на электрические
сварному соединению.
платы; произвести их очистку очень мягкой щеткой или
Этот кабель необходимо соединить с зажимом, обозначенным
специальными растворителями.
символом (-)
- Проверить при очистке, что электрические соединения
хорошо закручены и на к абелепровод ке отсутству ют
Рекомендации:
повреждения изоляции.
- Закрутить до конца соединители кабелей сварки в быстрых
- После окончания операции техобслуживания верните панели
соединениях (если имеются), для обеспечения хорошего
аппарата на место и хорошо закрутите все крепежные винты.
электрического контакта; в противном случае произойдет
- Никогда не проводите сварку при открытой машине.
перегрев самих соединителей с их последующим быстрым
износом и потерей эффективности.
8. ПОИСК НЕИСПРАВНОСТЕЙ
- Использовать как можно более короткие кабели сварки .
В случаях неудовлетворительной работы аппарата, перед
- Избегать пользоваться металлическими структурами, не
П Р О В Е Д Е Н И Е М С И С Т Е М АТ И Ч Е С К О Й П Р О В Е Р К И И
относящимися к обрабатываемой детали, вместо кабеля
обращением в сервисный центр, проверьте следующее:
возврата ток а сварки; это может быть опасно для
- Убедиться, что ток сварки, величина которого регулируется
безопасности и дать плохие результаты при сварке.
потенциометром, со ссылкой на градуированную в амперах
шк алу, соответствует диаметру и типу используемого
6. СВАРКА: ОПИСАНИЕ ПРОЦЕДУРЫ
электрода.
- Рекомендуем всегда читать инструкцию производителя
- Убедиться, что основной выключатель включен и горит
э л е к т р о д о в , т а к к а к в н е й у к а з а н ы и п о л я р н о с т ь
соответствующая лампа. Если это не так, то напряжение сети
подсоединения и оптимальный ток сварки для данных
не доходит до аппарата, поэтому проверьте линию питания
электродов.
(кабель, вилку и/или розетку, предохранитель и т. д.).
- Ток сварки должен выбираться в зависимости от диаметра
- Проверить, не загорелась ли желтая индикаторная лампа,
электрода и типа выполняемых сварочных работ. Ниже
к от о р а я с и г н а л и з и р у ет о с р а бат ы в а н и и з а щ и т ы от
приводится таблица допустимых токов сварки в зависимости
перенапряжения или недостаточного напряжения или
от диаметра электродов:
короткого замыкания.
- Для отдельных режимов сварки необходимо соблюдать
Диаметр электрода (мм)
Ток сварки, A
номинальный временной режим, т. е. делать перерывы в
ми.
мак.
работе для охлаждения аппарата. В случаях срабатывания
1,6
25
-
50
те р м оз а щ и т ы п од ож д и те , п о к а а п п а р ат н е о с т ы н ет
2
40
-
80
естественным образом, и проверьте состояние вентилятора.
2,5
60
-
110
- Проверить напряжение сети. Если напряжение обслуживания
3,2
80
-
160
слишком высокое или слишком низкое, то аппарат не будет
4
120
-
200
работать.
- 44 -

