Сварочное оборудование Blue Weld Digital plus 5500 380V - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.






- 11 -
www.blueweld.ru
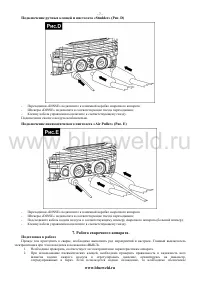
Прерывистая
сварка
для
частичного
ремонта
(
латания
)
листового
материала
(
)
.
Эта
функция
предназначена
для
приваривания
заплаток
на
проржавевшие
места
или
дыры
иного
происхождения
.
Для
этого
соответствующий
электрод
(
Рис
. H
п
.5)
нужно
укрепить
в
шпинделе
и
зажать
гайкой
.
Потом
подготовить
соответствующее
место
на
реставрируемой
поверхности
,
и
убедиться
,
что
оно
очищено
от
лака
,
жира
и
т
.
п
.
Затем
разместить
«
заплату
»
и
приложить
к
ней
электрод
,
нажать
кнопку
пистолета
«Studder»
и
удерживать
в
нажатом
положении
,
продвигая
по
периметру
«
заплаты
»,
а
сварочный
аппарат
при
этом
будет
сам
работать
в
интервальном
режиме
включая
и
выключая
сварочный
цикл
.
К
сведению
:
Время
работа
/
перерыв
регулируются
сварочным
аппаратом
автоматически
на
основании
выбранной
толщины
материала
.
Во
время
режима
«
работа
»
прилагайте
не
очень
большой
нажим
(3-4
кг
).
Идеальный
шов
получается
,
если
работу
проводить
в
2-3
мм
от
края
«
заплаты
».
Чтобы
добиться
хороших
результатов
:
1.
Не
удаляйтесь
от
места
подсоединения
массы
более
чем
на
30
см
;
2.
Толщина
«
заплаты
»
должна
быть
не
более
0,8
мм
,
и
желательно
из
нержавеющей
стали
;
3.
Работу
рекомендуется
производить
в
соответствие
с
ритмичностью
работы
сварочного
аппарата
.
Во
время
паузы
производить
передвижение
,
а
во
время
сварки
материал
не
двигать
.
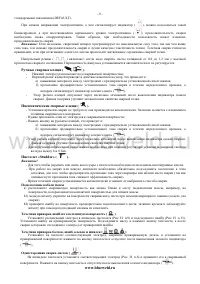
Применение
экстрактора
(
Рис
. H
п
.1).
Использование
крючков
для
оттяжки
шайб
.
Эта
операция
осуществляется
с
помощью
крючка
(
Рис
. H
п
.3)
устанавливаемого
на
экстрактор
(
Рис
. H
п
.1).
Шайба
(
Рис
. H
п
.13)
крепится
к
крючку
.
Затем
производится
сварка
и
оттяжка
шайбы
.
В
заключение
экстрактор
проворачивают
на
90°,
чтобы
отделить
шайбу
.
Использование
шпинделя
для
оттяжки
шпилек
.
Эта
операция
осуществляется
с
помощью
шпинделя
(
Рис
. H
п
.2)
устанавливаемого
на
экстрактор
(
Рис
. H
п
.1).
Шпилька
(
Рис
. H
п
.15-16)
устанавливается
в
шпиндель
.
Затем
производится
сварка
шпильки
и
оттяжка
.
В
заключение
для
отделения
шпильки
экстрактор
отводят
в
сторону
,
при
необходимости
используя
молоток
.
8.
Техническое
обслуживание
.
Внимание
!
Нельзя
вскрывать
кожух
сварочного
аппарата
и
проводить
какие
-
либо
работы
,
если
вилка
электропитания
устройства
не
отключена
от
сети
.
Проверка
работы
внутренних
компонентов
сварочного
аппарат
под
напряжением
может
привести
к
тяжелым
повреждениям
оператора
из
-
за
удара
электротоком
.
Периодически
и
в
зависимости
от
интенсивности
эксплуатации
сварочного
аппарата
,
а
также
в
зависимости
от
условий
окружающей
среды
следует
проводить
осмотр
внутренних
узлов
и
деталей
аппарата
и
при
помощи
сухого
сжатого
воздуха
(
не
более
10
бар
)
удалять
пыль
и
металлические
частицы
,
которые
скапливаются
под
кожухом
устройства
.
Однако
необходимо
избегать
попадания
струи
сжатого
воздуха
на
панель
электроники
,
а
для
ее
очистки
использовать
мягкую
щетку
.
Необходимо
регулярно
производить
проверку
сварочного
аппарата
,
чтобы
убедиться
в
том
что
:
-
сетевой
и
сварочный
кабели
в
безупречном
состоянии
;
не
допускается
эксплуатация
сварочного
аппарата
при
наличии
поврежденной
изоляции
.
Особое
внимание
следует
уделять
местам
сгибов
,
которые
находятся
вблизи
соединительных
клемм
,
клеммы
массы
и
подсоединения
клещей
/
пистолета
;
-
состояние
вторичной
обмотки
трансформатора
нормально
;
-
контакты
кабеля
электропитания
и
сварочного
кабеля
не
имеют
окисления
или
нагара
и
не
перегреваются
;
-
циркуляция
воды
для
охлаждения
бесперебойна
,
а
ее
количество
достаточно
;
герметичность
трубок
не
нарушена
.
Необходимо
регулярно
сливать
конденсат
из
фильтра
.
Если
сварочный
аппарат
не
работает
,
то
перед
обращением
в
сервисный
центр
необходимо
проверьте
следующее
:
-
находится
ли
главный
выключатель
в
положении
„
ВКЛ
“,
горит
ли
зеленый
индикатор
.
Если
индикатор
не
горит
,
значит
присутствует
дефект
энергоснабжения
(
возможно
:
повреждение
кабеля
,
сетевой
вилки
или
розетки
электросети
,
отключение
автомата
или
выход
из
строя
сетевых
предохранителей
;
слишком
сильное
падение
напряжения
электросети
).
-
Не
горит
ли
желтый
индикатор
,
сигнализирующий
о
срабатывание
термозащиты
.
-
Загорается
ли
зеленый
индикатор
работы
при
срабатывание
сварочных
клещей
.
-
Не
ослаблены
или
окислены
клеммы
,
соединительные
болты
или
другие
элементы
сварочного
контура
.
-
Правильно
ли
установлены
параметры
сварки
(
ток
,
диаметр
электродов
,
толщина
материала
,
вид
инструмента
и
проводимых
работ
).
9.
Гарантийные
обязательства
.
Производитель
гарантирует
нормальную
работу
аппарата
в
течение
12
месяцев
со
дня
его
продажи
через
розничную
сеть
,
а
также
ремонт
или
замену
деталей
,
преждевременно
вышедших
из
строя
по
вине
предприятия
-
изготовителя
,
при
условии
соблюдения
требований
по
монтажу
,
эксплуатации
и
периодическому
техническому
обслуживанию
.
Гарантия
относится
к
дефектам
в
материалах
и
узлах
и
не
распространяется
на
компоненты
,
подверженные
естественному
износу
и
работы
по
техническому
обслуживанию
.
Гарантийному
ремонту
подлежат
только
очищенные
от
пыли
и
грязи
аппараты
в
заводской
упаковке
,
полностью
укомплектованные
,
имеющие
фирменный
технический
паспорт
,
гарантийный
талон
с
указанием
даты
продажи
,
при
наличии
штампа
магазина
,
заводского
номера
и
оригиналов
товарного
и
кассового
чеков
,
выданных
продавцом
.
www.blueweld.ru

