
Сварочное оборудование Aurora SPEEDWAY 175 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.













5
)
Отпуская кнопку горелки и при окончании сварки, дисплей выглядит как на рис 7. Индикатор
“HOLD” мигает 3 секунды и гаснет, что означает, что сварка окончена. 2 секунды после на
дисплее вновь окажутся те параметры, что были установлены ранее.
Заметка
:
Аппарат может работать в режиме поджига касанием горелки в режиме TIG. Вначале
убедитесь, что электрод касается рабочей детали, затем нажмите копку на горелке, поднимите
горелку и зажгите дугу.
Рис 6
:
Дисплей во время сварки в режиме LIFT TIG Рис 7
:
Дисплей после сварки в режиме TIG
4)
Режим MIG
1.
В конце сварки нажмите регулятор STICK/LIFT TIG/MIG, загорится индикатор MIG. Аппарат
перейдет в режим MIG (Рис 8)
2.
В режиме MIG, нажмите кнопку «протяжка проволоки» (WIRE CHECK), загорится индикатор,
что означает, запуск высокой скорости подачи проволоки. (Рис 9). Дисплей будет продолжать
мигать до тех пор, пока вы не нажмете кнопку горелки, либо любую другую кнопку на панели,
после чего и Дисплей и индикатор WIRE CHECK перестают мигать, подача проволоки
прекращается.
Рис 8: Настройка напряжения в режиме MIG Рис 9: Индикатор Wire Check в режиме MIG
3.
Дисплей показывает напряжение 19.5 В, параметр 05.0 м/мин отображает установленную
скорость подачи проволоки
4.
В режиме MIG, пользуйтесь регулятором VRD/2T/4T, чтобы выбрать режим управления горелкой.
Индикатор 2T NORMAL означает 2 ступенчатый режим управления горелкой: нажать кнопку
горелки, пошел предварительный газ, затем пошла проволока и зажигается дуга. В конце сварки
отпускаем кнопку, идет отжиг проволоки для избегания формирования шарика на конце
проволоки, через 3 секунды перестает идти газ. Индикатор 4T LATCH означает 4 ступенчатый
Содержание
- 2 СОДЕРЖАНИЕ; Предупреждение и меры безопасности ........................................ 2
- 3 ПРЕДУПРЕЖДЕНИЕ И МЕРЫ БЕЗОПАСНОСТИ; УДАР ЭЛЕКТИЧЕСКИМ ТОКОМ – МОЖЕТ БЫТЬ СМЕРТЕЛЬНЫМ!
- 4 УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ; Описание аппарата
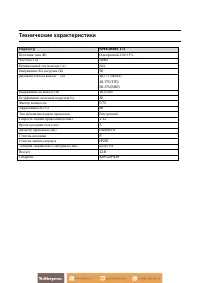
- 5 Технические характеристики; Параметр
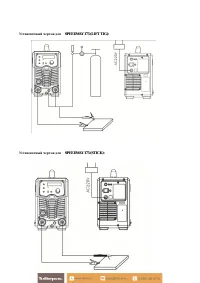
- 6 Инструкции по установке; Подключение аппарата SPEEDWAY175; Режим MIG
- 9 Панель управления; Настройки передней панели:; Переключатели режимов STICK / LIFT TIG / MIG; Инструкция по настройке
- 10 Запуск; Рисунок 1: интерфейс при включении аппарата в сеть; Режим STICK; загорится индикатор STICK.
- 11 Режим LIFT TIG; кнопку, закрываем вентиль подачи газа.
- 14 Сбой подачи проволоки Рис 15; Перегрев; Дисплей при перегреве
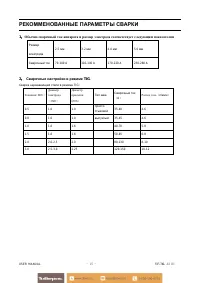
- 15 РЕКОММЕНОВАННЫЕ ПАРАМЕТРЫ СВАРКИ; Сварочные настройки в режиме TIG.
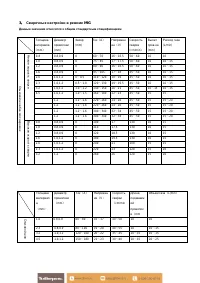
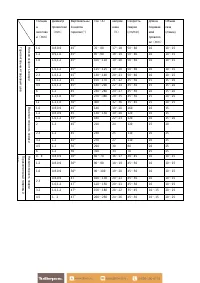
- 16 Сварочные настройки в режиме MIG
- 21 МЕРЫ ПРЕДОСТОРОЖНОСТИ
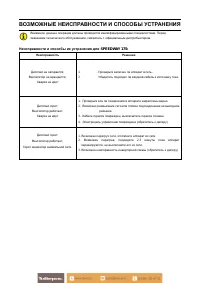
- 23 ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫ УСТРАНЕНИЯ; Неисправности и способы их устранения для SPEEDWAY 175:
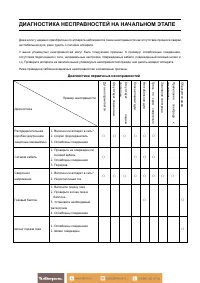
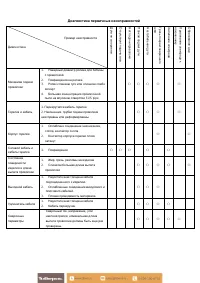
- 24 ДИАГНОСТИКА НЕСПРАВНОСТЕЙ НА НАЧАЛЬНОМ ЭТАПЕ; Диагностика первичных неисправностей
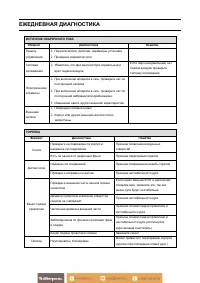
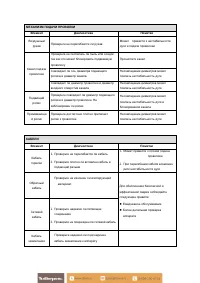
- 26 ЕЖЕДНЕВНАЯ ДИАГНОСТИКА
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












