Сварочное оборудование Aurora PRO ULTIMATE 500 MIG MAG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.







8
4.
Соедините блок подачи проволоки к регулятору газа
5.
Соедините кабель подогревателя газа к гнезду питания на задней панели источника
питания – если это необходимо.
6.
Соедините источник питания к сети питания, убедитесь, что кабель питания надежно
заземлен
7.
Включите выключатель питания
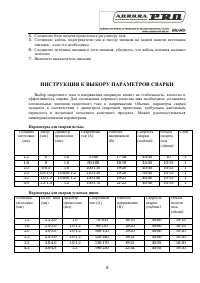
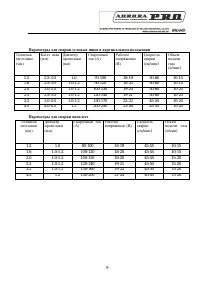
ИНСТРУКЦИЯ К ВЫБОРУ ПАРАМЕТРОВ СВАРКИ
Выбор сварочного тока и напряжения напрямую влияет на стабильность, качество и
эффективность сварки. Для достижения хорошего качества шва необходимо установить
оптимальные значения сварочного тока и наприяжения. Обычно, параметры сварки
задаются в соответствии с диаметром сварочной проволоки, требуемым капельным
переносом и желаемым качеством конечного продукта. Можно руководствоваться
нижеприведенными параметрами.
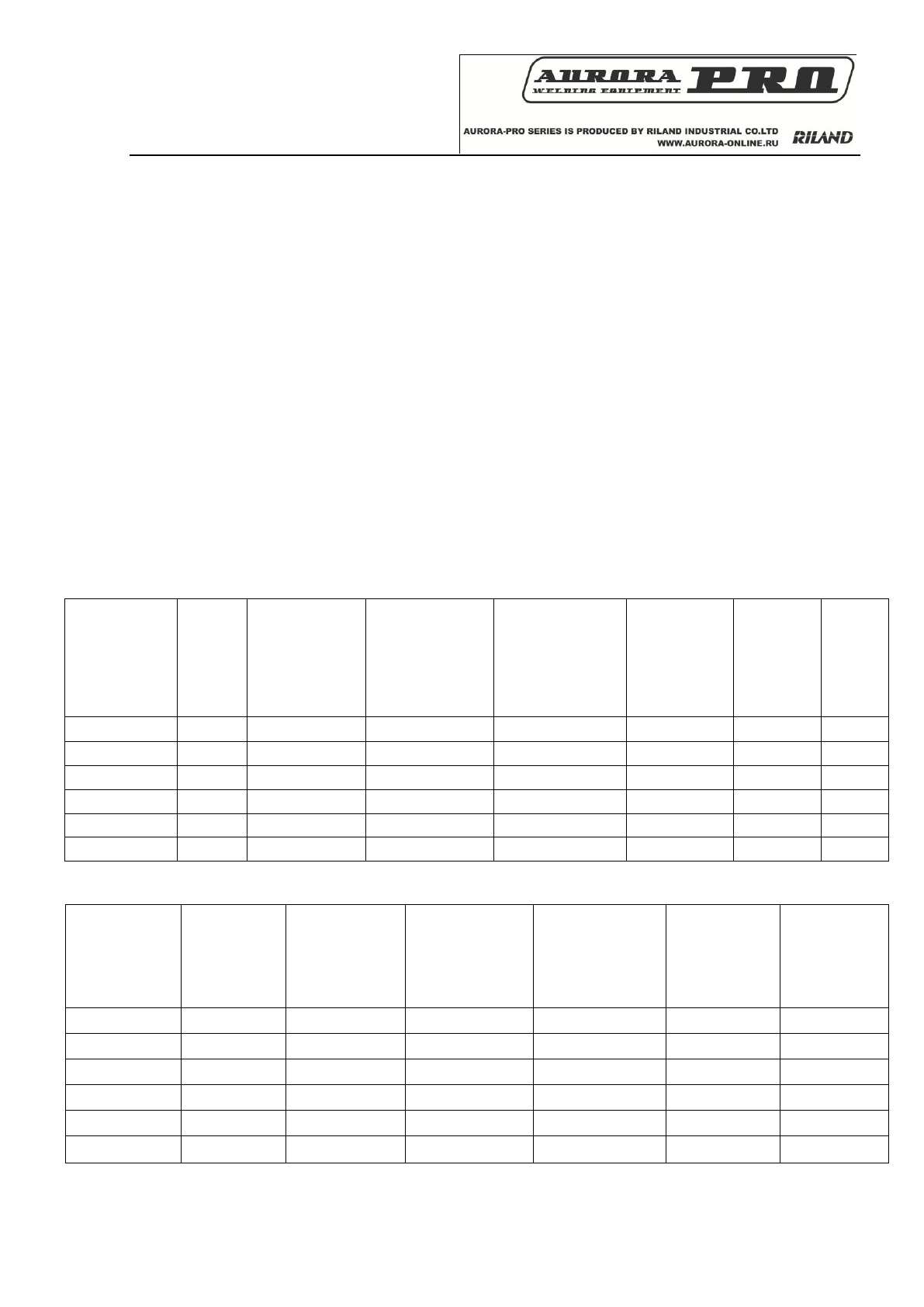
Параметры для сварки встык.
Толщина
заготовки
(мм)
Зазор
(мм)
Диаметр
проволоки
(мм)
Сварочный
ток (А)
Рабочее
напряжение
(В)
Скорость
сварки
(см/мин)
Объем
подачи
газа
(л/мин)
Слой
1.2
0
1.0
70-80
17-18
45-55
10
1
1.6
0
1.0
80-100
18-19
45-55
10-15
1
2.0
0-0.5
1.0
100-110
19-20
40-55
10-15
1
2.3
0.5-1.0
1.0 или 1.2
110-130
19-20
50-55
10-15
1
3.2
1.0-1.2
1.0 или 1.2
130-150
19-21
40-50
10-15
1
4.5
1.2-1.5
1.2
150-170
21-23
40-50
10-15
1
Параметры для сварки угловых швов
Толщина
заготовки
(мм)
Катет шва
(мм)
Диаметр
проволоки
(мм)
Сварочный
ток (А)
Рабочее
напряжение
(В)
Скорость
сварки
(см/мин)
Объем
подачи
газа
(л/мин)
1.2
2.5-3.0
1.0
70-100
18-19
50-60
10-15
1.6
2.5-3.0
1.0-1.2
90-120
18-20
50-60
10-15
2.0
3.0-3.5
1.0-1.2
100-130
19-20
50-60
10-20
2.3
2.5-3.0
1.0-1.2
120-140
19-21
50-60
10-20
3.2
3.0-4.0
1.0-1.2
130-170
19-21
45-55
10-20
4.5
4.0-4.5
1.2
190-230
22-24
45-55
10-20













