Сварочное оборудование Aurora PRO SPEEDWAY 175 MIG MAG MMA TIG lift - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.













режим управления: нажимаем кнопку, пошла предварительная продувка газа, затем зажигается
дуга, пошла проволока, пошла сварка. Кнопку отпускаем, сварка продолжается. Затем нажимаем
кнопку второй раз, сварочный ток падает для заварки кратера и продолжается, затем отпускаем
кнопку, идет отжиг проволоки для избегания формирования шарика на конце проволоки, через 3
секунды перестает идти газ.
5.
Управляя во время сварки мультифункциональным регулятором, можно синергетически
управлять сварочным напряжением и скоростью подачи проволоки, действительные параметры
будут отображаться на дисплее. Диапазон: 17.5В 2.0м/мин
-
25.8В 12м/мин.
6.
Нажмите кнопку выбора настроек первый раз, на дисплее отображается сварочное напряжение и
значение коррекции напряжения в процентах %, дисплей будет выглядеть как на Рис 10.
Корректировка сварочного напряжения регулируется в диапазоне -20% +20%. Нажмите кнопку
выбора настроек второй раз и дисплей будет выглядеть как на Рис 11, что означает, что
регулируется индуктивность. Данный показатель варьируется в диапазоне -10% +10%. Нажмите
кнопку выбора настроек в третий раз и дисплей будет отображать первоначальные показатели
напряжения и скорости подачи проволоки.
Рис 10
:
Дисплей при коррекции напряжения Рис 11: Дисплей при регулировке индуктивности
7.
Через 3 секунды после установки параметров, дисплей мигает 1 раз, что означает, что параметры
сохранены. Более того параметры остаются без изменения при выключении аппарата.
8.
Дисплей выглядит как на Рис.12 во время сварки, что означает что напряжение 19.6В, а ток 108A.
9.
Отпуская кнопку горелки в конце сварки, дисплей выглядит как на Рис 7. Более того, индикатор
“HOLD” мигает 3 секунды и гаснет, что означает, что сварка прекращена, 2 секунды спустя
дисплей показывает изначальные установки.
Рис 12
:
Дисплей во время сварки MIG Рис 13
:
Дисплей после окончании сварки MIG
Содержание
- 2 СОДЕРЖАНИЕ; Предупреждение и меры безопасности ........................................ 2
- 3 ПРЕДУПРЕЖДЕНИЕ И МЕРЫ БЕЗОПАСНОСТИ; УДАР ЭЛЕКТИЧЕСКИМ ТОКОМ – МОЖЕТ БЫТЬ СМЕРТЕЛЬНЫМ!
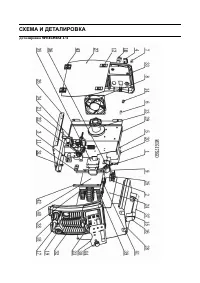
- 4 УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ; Описание аппарата
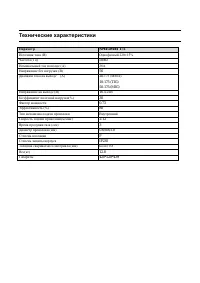
- 5 Технические характеристики; Параметр
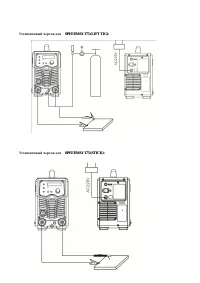
- 6 Инструкции по установке; Подключение аппарата SPEEDWAY175; Режим MIG
- 9 Панель управления; Настройки передней панели:; Переключатели режимов STICK / LIFT TIG / MIG; Инструкция по настройке
- 10 Запуск; Рисунок 1: интерфейс при включении аппарата в сеть; Режим STICK; загорится индикатор STICK.
- 11 Режим LIFT TIG; кнопку, закрываем вентиль подачи газа.
- 14 Сбой подачи проволоки Рис 15; Перегрев; Дисплей при перегреве
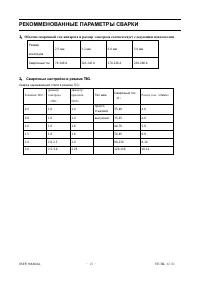
- 15 РЕКОММЕНОВАННЫЕ ПАРАМЕТРЫ СВАРКИ; Сварочные настройки в режиме TIG.
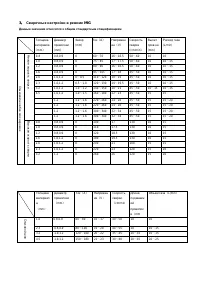
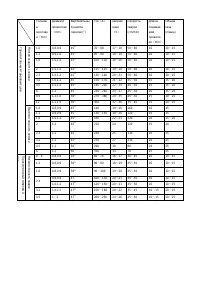
- 16 Сварочные настройки в режиме MIG
- 21 МЕРЫ ПРЕДОСТОРОЖНОСТИ
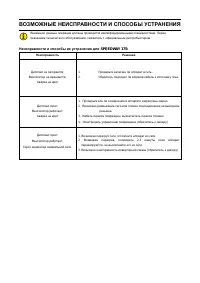
- 23 ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫ УСТРАНЕНИЯ; Неисправности и способы их устранения для SPEEDWAY 175:
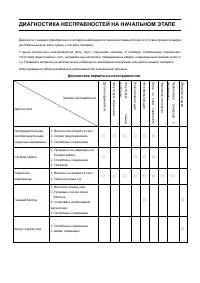
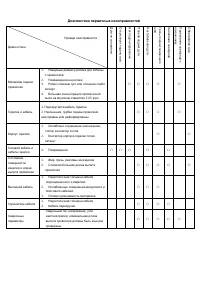
- 24 ДИАГНОСТИКА НЕСПРАВНОСТЕЙ НА НАЧАЛЬНОМ ЭТАПЕ; Диагностика первичных неисправностей
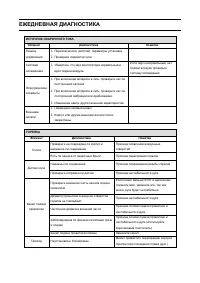
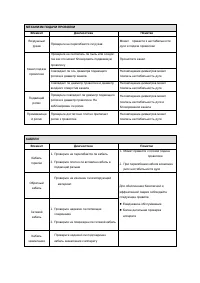
- 26 ЕЖЕДНЕВНАЯ ДИАГНОСТИКА













