Сварочное оборудование Aurora PRO IRONMAN 200 AC DC TIG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.







·OWNER’S MANUAL· - 6 - YF-47C A0
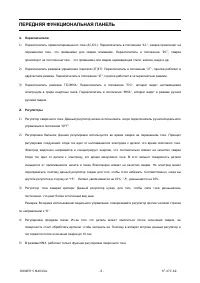
ПЕРЕДНЯЯ ФУНКЦИОНАЛЬНАЯ ПАНЕЛЬ
1.
Переключатели
1)
Переключатель прямого/переменного тока (AC/DC): Переключатель в положении ―AC‖, сварка происходит на
переменном токе, что применимо для сварки алюминия. Переключатель в положении ―DC‖, сварка
происходит на постоянном токе, что применимо для сварки нержавеющей стали, железа, меди и др.
2)
Переключатель режимов управления горелкой (2T/4T): Переключатель в положении ―2T‖, горелка работает в
двухтактном режиме. Переключатель в положении ―4T‖, горелка работает в четырехтактном режиме.
3)
Переключатель режимов TIG/MMA: Переключатель в положении ―TIG‖, аппарат варит неплавящимся
электродом в среде инертных газов. Переключатель в положении ―MMA‖, аппарат варит в режиме ручной
дуговой сварки.
2.
Регуляторы
1)
Регулятор сварочного тока: Данный регулятор можно использовать, когда переключатель ручного/педального
управления в положении ―OFF‖
2)
Регулировка баланса: Данная регулировка используется во время сварки на переменном токе. Принцип
регулировки следующий: когда ток идет от неплавящегося электрода к детали, это время плюсового тока.
Электрод медленно нагревается и концентрирует энергию, что положительно влияет на качество сварки
Когда ток идет от детали к электроду, это время минусового тока. В этот момент поверхность детали
очищается от окислившегося налета и также благотворно влияет на качество сварки. Но электрод может
перегреваться, поэтому данный регулятор создан для того, чтобы этого избежать. Соответственно, когда вы
крутите регулятор в сторону at ―+5‖, баланс увеличивается на 10%; ―-5‖, уменьшается на 10%.
3)
Регулятор тока заварки кратера: Данный регулятор нужен для того, чтобы сила тока уменьшалась
постепенно, что дает более эстетичный вид шва.
Ремарка: Во время использования педального управления, поворачивайте регулятор против часовой стрелки
по направлению к ―O‖.
4)
Регулировка продувки газом: Из-за того что деталь может окислиться после окончания сварки, ее
поверхность стоит обработать аргоном, чтобы охладить ее. Поэтому в аппарат встроен данный регулятор и
газ подается после окончания сварки до 10 сек.
5)
В режиме MMA, работает только функция регулировки сварочного тока













