
Плазморезы BlueWeld 90 HF - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.







- 6 -
www.blueweld.ru
12.
Работа
аппарата
.
Предварительные
условия
для
резки
:
При
эксплуатации
горелки
необходимо
работать
с
контактным
соплом
.
Осторожно
!
-
Контактный
способ
резки
там
,
где
это
не
предусмотрено
,
вызывает
преждевременный
износ
сопла
горелки
.
Сопло
горелки
приблизить
к
краю
обрабатываемого
материала
(= 2
мм
)
и
нажать
кнопку
горелки
.
Через
0,8
сек
(
предварительная
подача
воздуха
)
загорается
пилотная
дуга
(
продолжительность
макс
. 2
сек
).
Если
выбрано
правильное
расстояние
,
то
пилотная
дуга
сразу
же
переносится
на
материал
и
там
возникает
режущая
дуга
.
-
Для
удобства
работы
можно
использовать
специальную
насадку
(
рис
.
G
)
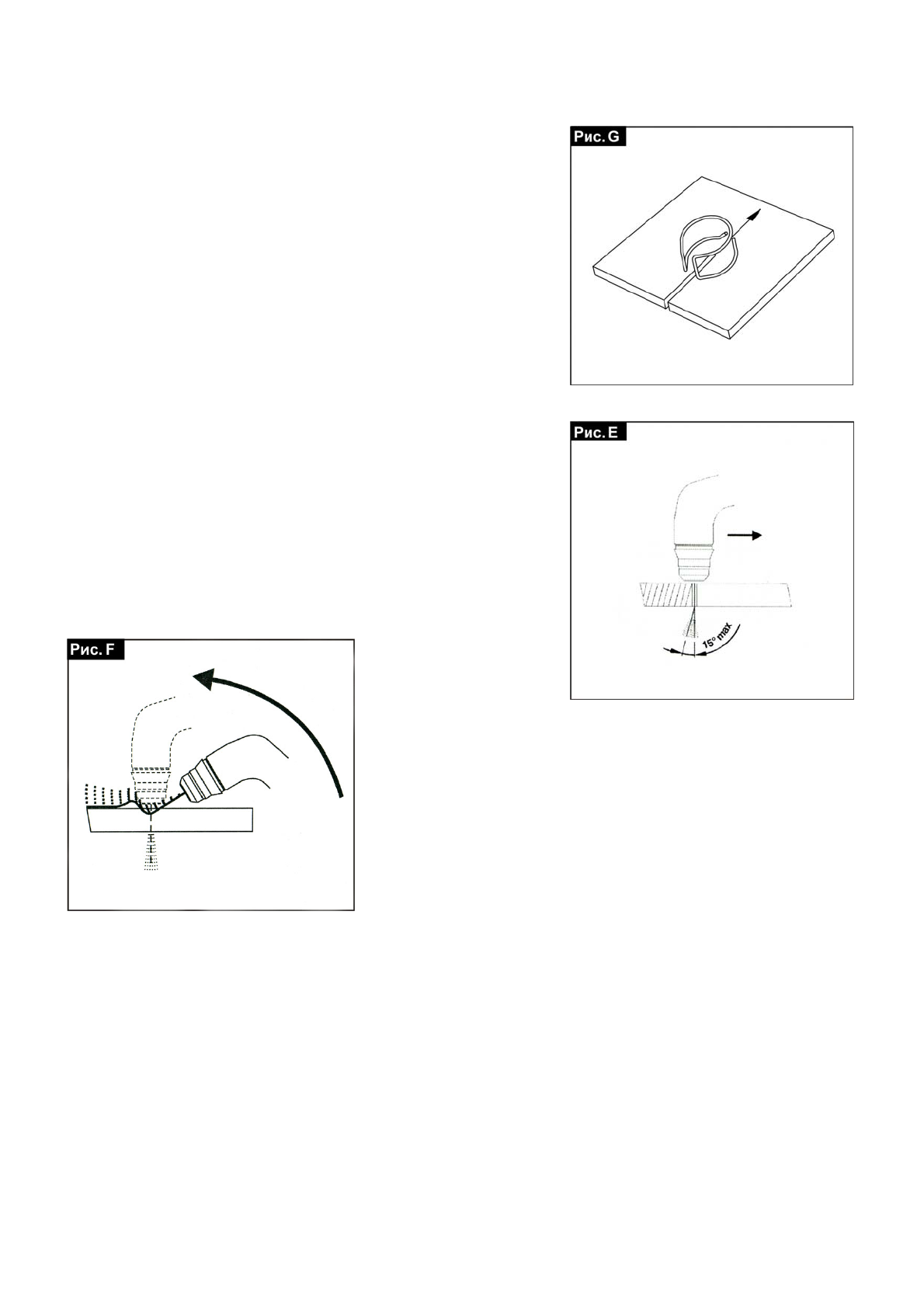
-
Теперь
надо
провести
горелку
равномерно
по
поверхности
материала
вдоль
намеченной
линии
.
Отрегулируйте
скорость
резки
в
соответствии
с
толщиной
и
выбранным
током
.
Световая
дуга
,
которая
возникает
на
нижней
поверхности
материала
,
должна
иметь
угол
наклона
против
направления
движения
от
5 -
10°.
Положение
горелки
и
угол
дуги
.
(
рис
.
Е
)
-
Отведение
горелки
от
обрабатываемого
материала
и
окончание
плоскости
материала
(
в
конце
процесса
резки
)
является
причиной
немедленного
прерывания
световой
дуги
.
-
Дуга
(
пилотная
или
режущая
)
прерывается
всегда
при
отпускании
кнопки
горелки
.
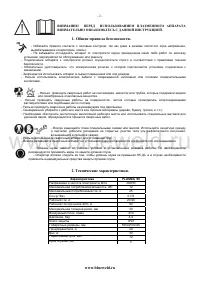
-
Сверление
дугой
:
Если
необходимо
провести
эту
работу
,
или
если
необходимо
начать
работу
от
середины
обрабатываемого
материала
,
наклоните
горелку
и
направляйте
ее
на
материал
по
вертикали
сверху
.
Это
предотвращает
обратную
отдачу
дуги
или
повреждения
сопла
резки
расплавленными
частицами
.
Начало
работы
наклоненной
горелкой
(
рис
.
F
)
Этот
способ
предотвращает
образование
отдачи
дуги
или
отделенных
частиц
,
которые
могут
привести
к
повреждению
отверстия
сопла
и
снижению
функциональности
.
Отверстия
в
материале
толщиной
25%
от
предусмотренного
максимума
могут
быть
прорезаны
сразу
.
13.
Ошибки
при
резке
.
Во
время
резки
могут
возникать
дефекты
,
которые
не
вызваны
поломками
аппарата
,
а
такими
аспектами
как
:
А
.
Недостаточная
глубина
проникновения
или
чрезмерное
образование
остатков
:
-
слишком
высокая
скорость
резки
-
горелка
слишком
сильно
наклонена
-
слишком
большая
толщина
материала
-
износ
электродов
и
сопла
горелки
B
.
Прерывание
режущей
дуги
:
-
слишком
низкая
скорость
резки
-
слишком
большое
расстояние
между
горелкой
и
материалом
-
износ
электродов
-
срабатывание
предохранителей
С
.
Кривой
рез
(
не
вертикальный
)
-
неправильное
положение
горелки
-
асимметричный
износ
отверстия
сопла
и
/
или
некорректная
сборка
частей
горелки
D
. C
лишком
сильный
износ
сопла
и
электрода
:
-
слишком
низкое
давление
воздуха
-
загрязненный
воздух
(
влажность
,
содержание
масел
)
www.blueweld.ru
Содержание
- 2 Характеристика; Cos
- 3 max; Высокочастотная; Подключение
- 4 Таблица
- 6 Осторожно; Ошибки
- 7 Внимание
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)





