
Генераторы Telwin MOTOINVERTER 264D CE LOMBARDINI 815980 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.






































































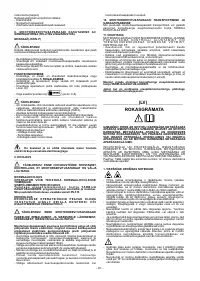











- P
: Explosionsmotorns maximala effekt.
- Skydd mot för hög motorhastighet:
blockerar fördelningen av
1max
svetsström tills motorns hastighet sjunkit till det nominella
10
- Extra uttag:
värdet.
- Symbol för likström.
- Nominell utspänning.
10- Potentiometer, funktionsväljare och reglering av arc-force:
- Nominell utström.
- Intermittenscykel.
(
TIG-svetsning). När potentiometern befinner sig i detta läge
11
- Värde för den fördröjda säkring som ska användas för att skydda
kan man TIG-svetsa med tändning genom skrapning. HOT
det extra uttaget.
START och ARC-FORCE är frånkopplade.
12
- Symboler som hänvisar till säkerhetsnormer vars betydelse
indikeras i kapitel 1 “Allmänna säkerhetsföreskrifter”.
(
MMA-svetsning). Om man placerar potentiometern
13
- Garanterad ljudeffektsnivå för den motordrivna svetsen.
mellan 0 och 100%, kan man starta enkelt (HOT START) och
Obs: Det exempel på informationsskylt som illustreras här, utgör bara
reglera ARC-FORCE för alla olika typer av elektroder. Vid de lägre
en förklaring till symbolernas och siffrornas betydelse; de exakta
värdena uppnår man en optimal svetsdynamik för “mjuka”
tekniska värdena för den svets ni har i er ägo, måste läsas av direkt på
elektroder (t.ex. rutilelektroder, rostfritt stål), vid de högre värdena
informationsskylten på själva den motordrivna svetsen.
uppnår man en optimal svetsdynamik för “hårda” elektroder (t.ex.
sura och basiska elektroder, elektroder med cellulosahölje).
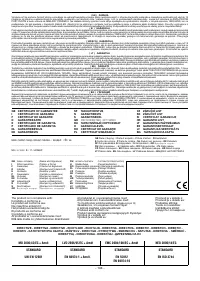
ANDRA TEKNISKA DATA:
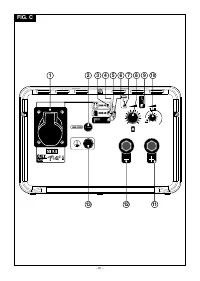
11-
Negativ snabbkoppling (+) för anslutning av svetskabeln.
- MOTORDRIVEN SVETS: se tabell 1 (TAB.1)
12-
Negativ snabbkoppling (-) för anslutning av svetskabeln.
- ELEKTRODHÅLLARTÅNG: se tabell 2 (TAB.2)
13-
Klämma för anslutning till jord.
- SET FÖR MATNING MED VÄXELSTRÖM: se tabell 3 (TAB.3).
Den motordrivna svetsens vikt indikeras i tabell 1 (TAB.1)
5. INSTALLATION
________________________________________________________________________________
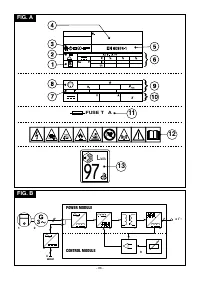
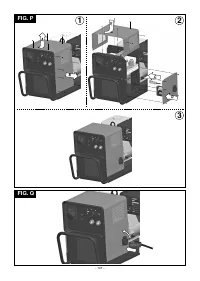
4.BESKRIVNING AV DEN MOTORDRIVNA SVETSEN
Den motordrivna svetsen består av en explosionsmotor som driver en
VIKTIGT! UTFÖR SAMTLIGA ARBETSSKEDEN FÖR
högfrekvensgenerator med permanenta magneter, som i sin tur matar
INSTALLATION OCH ELEKTRISK ANSLUTNING MED DEN
en effektmodul från vilken man får fram svetsströmmen och
MOTORDRIVNA SVETSEN AVSTÄNGD. DE ELEKTRISKA
hjälpströmmen.
ANSLUTNINGARNA FÅR BARA UTFÖRAS AV SAKKUNNIG
Fig. B
ELLER KVALIFICERAD PERSONAL.
1-
Explosionsmotor.
________________________________________________________________________________
2-
Högfrekvensgenerator.
3-
Likriktare.
FÖRBEREDELSER
4-
Extra uttag för likström.
Packa upp den motordrivna svetsen och montera dit de delar som
5-
I n m a t n i n g t i l l t r e f a s g e n e r a t o r , l i k r i k t a r e n h e t o c h
ligger lösa i emballaget.
nivelleringskondensatorer.
6-
Switch-transistorbrygga (IGBT) och drivers; omvandlar den
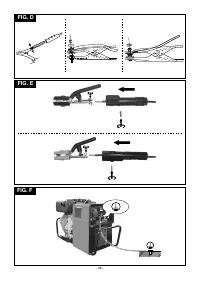
Montering av återledarkabel-tång
likriktade spänningen till växelström vid hög frekvens och utför
Fig. D
regleringen av effekten i enlighet med den svetsström/spänning
som ställts in.
Montering av svetskabel-elektrodhållartång
7-
Högfrekvenstransformator: den primära lindningen matas med
Fig. E
den spänning som omvandlats av block 6; dess funktion är att
anpassa spänning och ström till de värden som krävs för
HUR MASKINEN SKA LYFTAS UPP
bågsvetsning och samtidigt isolera svetskretsen galvaniskt från
Maskinen ska lyftas upp på det sätt som anges i
Fig. S
. Detta
matningslinjen.
förfarande gäller både för den första installationen och under hela
8-
Sekundär likriktarbr ygga med induktans för nivellering:
maskinens livslängd.
omvandlar växelspänningen/strömmen som kommer från den
sekundära lindningen till likström/spänning med mycket låg
PLACERING AV DEN MOTORDRIVNA SVETSEN
strömkrusning.
Lokalisera den motordrivna svetsens installationsplats på ett sådant
9-
Elektronik för kontroll och reglering: kontrollerar omedelbart
sätt att inga hinder befinner sig i höjd med öppningarna för in- och
värdet för överföringselementen för svetsströmmen och jämför
uttag av luften för kylning; försäkra er också om att inget ledande
det med det värde som ställts in av operatören; anpassar
damm, frätande ånga, fukt eller liknande sugs in i systemet.
styrimpulserna från IGBT:s drivers som utför regleringen.
Lämna åtminstone 1 meter fritt utrymme runt om den motordrivna
F
astställer strömmens dynamiska svar under smältningen
svetsen.
avelektroden (omedelbara kor tslutningar) och över vakar
________________________________________________________________________________
säkerhetssystemen.
VIKTIGT! Placera den motordrivna svetsen på en plan yta
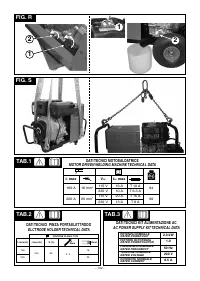
A N O R D N I N G A R F Ö R K O N T R O L L , R E G L E R I N G O C H
med lämplig bärkapacitet för dess vikt, för att undvika att den
ANSLUTNING AV DEN MOTORDRIVNA SVETSEN
tippar eller rör sig på ett farligt sätt.
________________________________________________________________________________
Fig. C
1-
Extra uttag 230V DC (likström).
2-
Säkring för extra uttag.
JORDNING AV MASKINEN
________________________________________________________________________________
3- GRÖN LYSDIOD:
när den lyser indikerar det att generatorn
fungerar i funktionssättet likström.
För att förhindra att elektriska stötar orsakas av defekta
4- GRÖN LYSDIOD:
när den lyser indikerar det funktionssättet
strömförbrukande apparater, måste maskinen anslutas till en fast
växelströmsgenerator (AC). Setet för matning med växelström
jordningsanläggning via det för detta avsedda kabelfästet.
levereras som tillval.
Fig. F
5- GRÖN LYSDIOD:
när den lyser indikerar det att generatorn
fungerar i funktionssättet svets.
DE ELEKTRISKA ANSLUTNINGARNA FÅR BARA UTFÖRAS AV
6- V ä l j a r e L I K S T R Ö M S G E N E R A T O R
SAKKUNNIG ELLER KVALIFICERAD PERSONAL.
VÄXELSTRÖMSGENERATOR - SVETS.
Gör det möjligt att välja
________________________________________________________________________________
önskat funktionssätt:
FÖRBRÄNNINGSMOTOR
Likströmsgenerator;
MODELL med I max = 160A
2
För åtgärder som gäller:
- Kontroller innan första användning
Växelströmsgenerator;
- Start av motor
- Motorns handhavande
Svets.
- Avstängning av motor
7- RÖD LYSDIOD:
i normala fall är den släckt, när den lyser indikerar
Hänvisas till ANVÄNDARMANUALEN av förbränningsmotorns
det en för hög temperatur i generatorn som blockerar både
tillverkare.
svetsströmmen och hjälpströmmen. Maskinen förblir påslagen
Obs!
För en korrekt funktion av motorsvetsen ska gasreglaget vara i
utan att fördela ström tills en normal temperatur nåtts.
läget åt höger. I annat fall kan det hända att den gula lysdioden
(Fig. C-
Återställningen sker automatiskt.
9)
på kontrollpanelen
(Fig. C)
tänds.
8-
Potentiometer för reglering av svetsströmmen med graderad
skala i Ampere; gör det möjligt att utföra regleringen även under
MODELL med I max = 200A
2
svetsningen.
För åtgärder som gäller:
9 - GUL LYSDIOD:
i normala fall är den släckt, när den lyser indikerar
- Kontroller innan första användning
det att en anomali blockerar svetsströmmen p.g.a. att följande
- Start av motor
skydd ingripit:
- Motorns handhavande
-
Termiskt skydd:
en för hög temperatur har nåtts inne i den
- Avstängning av motor
motordrivna svetsen. Maskinen förblir påslagen utan att fördela
Hänvisas till ANVÄNDARMANUALEN av förbränningsmotorns
ström tills en normal temperatur nåtts. Återställningen sker
tillverkare.
automatiskt.
Dessutom:
- S k y d d m o t a t t e l e k t r o d e n FA S T N A R :
b l o c k e r a r
Elektriska anslutningar
svetsströmmen automatiskt, om elektroden fastnar vid det
- Anslut batteriets minuspol
(Fig. G)
.
material som svetsas, vilket gör det möjligt att ta bort den för
hand utan att förstöra elektrodhållartången.
- 43 -





