
Генераторы PRORAB 2000 EBW - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.

15
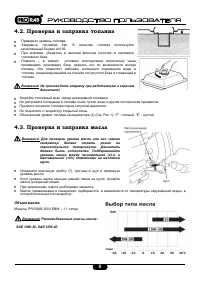
сохранять это расстояние постоянно во время сварки. Угол наклона электрода (С) от вертикальной оси
(В) должен быть от 20º до 30º.
Заканчивая шов, отведите электрододержатель (А) с электродом (С) немного назад, чтобы заполнилась
сварочная ванна, а затем быстро поднимите его до исчезновения дуги.
Удалите шлак и окалину со сварного шва с помощью специального молотка-зубила.
Всегда используйте плоскогубцы для замены использованных электродов и для перемещения
свариваемых деталей.
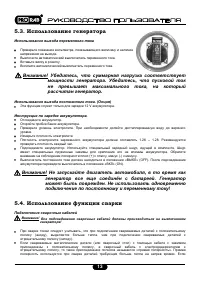
Использование автоматического регулятора оборотов двигателя
Во время сварочных работ, генератор работает на полной мощности, как следствие этого, возрастает
расход топлива. Если интенсивность ваших сварочных работ низкая, рекомендуется включать
автоматический регулятор оборотов (мощности) двигателя. Во время перерыва сварки, двигатель
автоматически понизит свои обороты, и также наберет их, когда сварка вновь продолжится. Такой
метод работы позволяет понизить расход топлива.
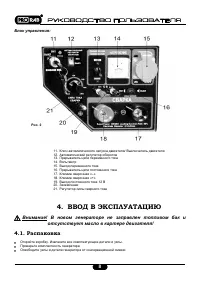
Для включения автоматического регулятора – переведите переключатель (12) (См. Рис.1) в положение
«ВКЛ»
Для выключения – переведите переключатель (12) (См. Рис.1) в положение «ВЫКЛ»
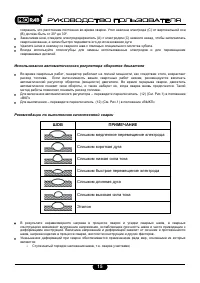
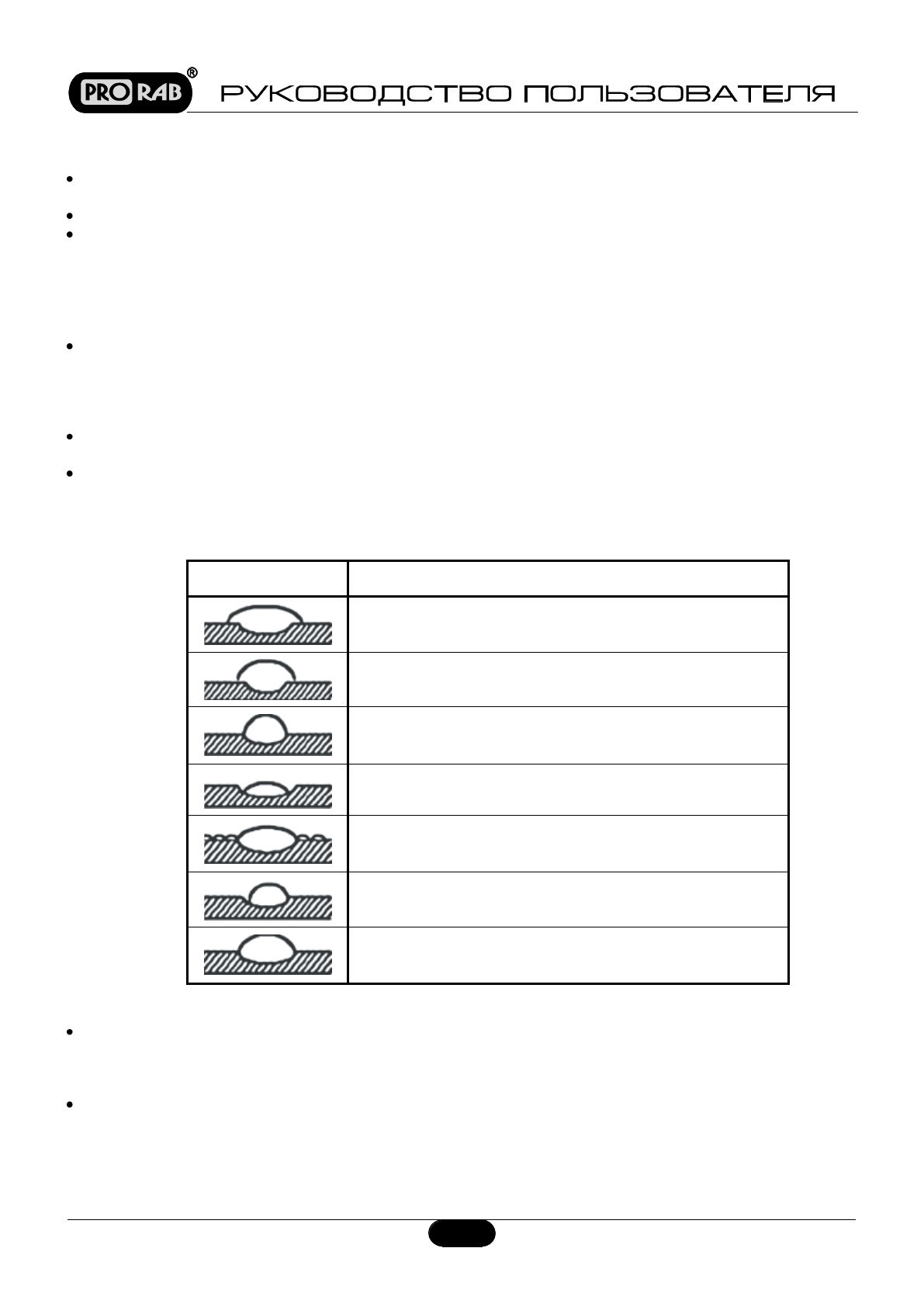
Рекомендации по выполнению качественной сварки
ШОВ
ПРИМЕЧАНИЕ
Слишком медленное перемещение электрода
Слишком короткая дуга
Слишком низкая сила тока
Слишком быстрое перемещение электрода
Слишком длинная дуга
Слишком высокая сила тока
Эталон
В результате неравномерного нагрева в процессе сварки и усадки сварных швов, в сварных
конструкциях возникают внутренние напряжения, ослабляющие прочность швов и часто приводящие к
деформациям конструкций. Величина напряжений и деформаций зависит от сечения и протяженности
швов, нагрева изделия в процессе сварки, жесткости конструкции и других факторов.
Уменьшение деформаций при сварке обеспечивается применением ряда мер, основными из которых
являются:
o
Ступенчатый порядок наложения швов, т.е. сварка участками;





