Генераторы Champion DW190AE - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.








7
РЕГУЛИРОВКА
СКОРОСТИ
Частота
и
напряжение
непосредствен
-
но
зависят
от
скорости
вращения
.
Они
должны
постоянно
поддерживаться
рав
-
ными
их
номинальным
значениям
неза
-
висимо
от
величины
нагрузки
.
Системам
управления
скоростью
приво
-
дного
двигателя
обычно
свойственно
не
-
большое
снижение
скорости
в
интервале
между
условиями
отсутствия
нагрузки
и
вывода
на
нагрузку
.
По
этой
причине
ре
-
комендуется
устанавливать
скорость
при
условии
отсутствия
нагрузки
,
превышаю
-
щую
ее
номинальное
значение
скорость
на
3-4 %.
При
такой
настройке
напряжение
гене
-
ратора
без
нагрузки
не
будет
превышать
5%
от
номинального
значения
.
ИНСТРУКЦИИ
ПО
СВАРКЕ
СВАРОЧНЫЕ
КАБЕЛИ
Сварочные
кабели
должны
быть
мини
-
мальной
необходимой
длины
и
прокла
-
дываться
по
земле
близко
друг
к
другу
.
Запрещается
использовать
кабели
с
на
-
рушенной
изоляцией
и
недостаточным
эффективным
сечением
.
Сечения
кабе
-
лей
приведены
в
таблице
1.
ЭКВИПОТЕНЦИАЛЬНОЕ
СОЕДИНЕНИЕ
И
ЗАЗЕМЛЕНИЕ
Обеспечьте
надежное
электрическое
со
-
единение
всех
металлических
компонен
-
тов
вблизи
сварочного
аппарата
и
,
если
необходимо
,
их
заземление
.
ПОДГОТОВКА
ДЕТАЛЕЙ
Подготовка
зависит
от
типа
шва
,
а
так
-
же
толщины
и
расположения
свариваемых
деталей
.
Края
деталей
должны
быть
за
-
чищены
с
целью
удаления
краски
,
ржав
-
чины
или
других
инородных
веществ
.
Для
получения
толщины
стыкового
шва
до
10-
12
мм
обычно
используется
V-
образная
подготовка
(
см
.
таблицу
2),
в
то
время
как
для
получения
большей
толщины
пред
-
почтительнее
Х
-
образная
подготовка
с
повторным
свариванием
противополож
-
ной
стороны
шва
или
U-
образная
подго
-
товка
без
повторного
сваривания
.
ВЫБОР
ЭЛЕКТРОДА
Сварочные
аппараты
серии
DW190AE
рассчитаны
на
электроды
с
рутиловым
и
основным
покрытием
типа
.
Диаметр
электрода
зависит
от
толщины
материа
-
ла
,
положения
детали
и
типа
шва
.
Для
электродов
большего
диаметра
не
-
обходима
большая
величина
сварочно
-
го
тока
,
что
приводит
к
большому
теп
-
ло
-
выделению
при
сварке
.
Чтобы
шов
получился
в
нужном
месте
,
важно
использовать
электроды
меньше
-
го
диаметра
,
а
для
уменьшения
растекания
жидкого
металла
из
сварочной
ванны
—
выполнять
сварку
за
несколько
проходов
.
ВЫБОР
ТОКА
Диапазон
изменения
сварочного
тока
,
рекомендуемый
заводом
-
изготовителем
электродов
,
указан
на
их
упаковке
.
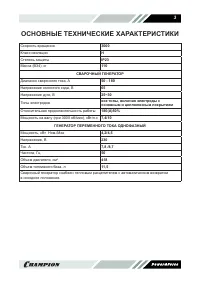
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












